做工厂布局十几年,最怕听到的一句话——‘就按标准来’。
标准?哪有什么标准。每一块地、每一个产品、每一道工序都有自己的脾气。你硬套,它准让你难堪。
记得早年在长三角一个汽配厂,老板拍着桌子说:我要丰田那种U型线!结果呢,物料入口偏偏在厂房东北角,成品出口在西南,U型线一摆,物流绕着弯跑,叉车一天多跑十几公里——柴油费哗哗的。半年后改回直线布局,老板脸都绿了。说实话,不是U型线不好,是你不配。对吧?
所以啊,工厂布局这事儿,第一原则:别迷信。别迷信咨询公司的PPT,别迷信成功案例的照片。那些漂亮图纸上的箭头,搬进现实全是叉车司机的骂娘声。
但也不是让你拍脑袋蛮干。有些基本功,你得捏着鼻子啃。
先搞清楚:你的‘流动’到底是什么
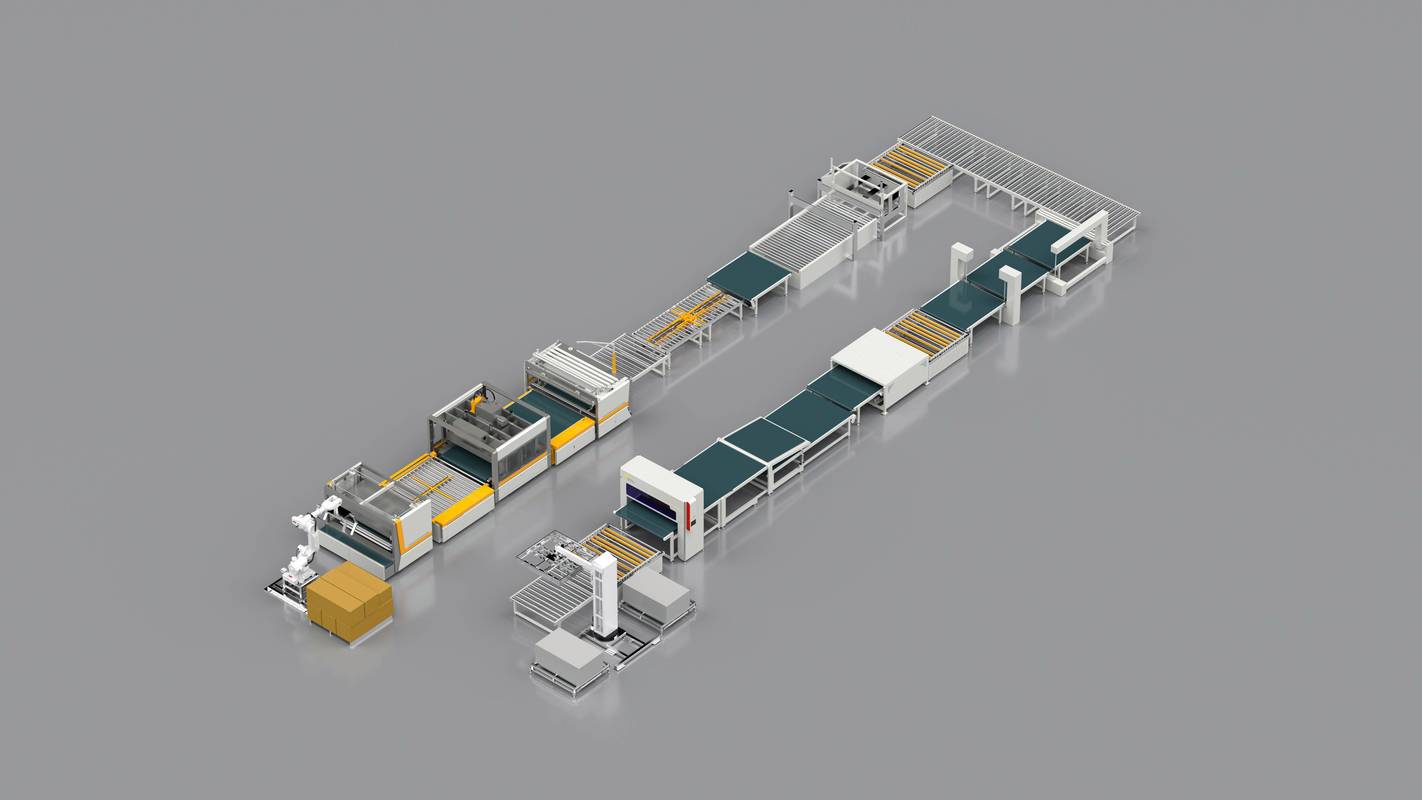
很多厂一上来就画设备位置。错了!大错特错。设备是死的,物料是活的。你得先盯着物料看——原材料怎么进?在哪个工位停多久?变成半成品又往哪跑?最后成品怎么打包、码垛、发货?这叫价值流。理不顺这条流,设备摆成花都没用。
举个惨痛例子:做钣金的一个车间,激光切割机放在最东边,折弯在西边,焊接在南边,表面处理在北边。工件全厂区旅游,物流路线纠缠得像毛线团。后来下狠心,按工艺顺序把设备排成一条线,虽然某些设备利用率和直觉上差了点儿,但整体生产周期从7天砍到2.3天。❗这数字可不是编的。
问:新工厂布局到底从何入手?
答:先从P-Q分析(产品-数量分析)下手。别一上来就画图。把产品族分类,抓出主力产品的工艺路线,其他产品往上靠。然后算出每个工序的设备需求、人员、面积。千万别忘了未来增长——我见过太多老板把一期塞得满满当当,二期扩建连根柱子都插不进去,最后只能在外边搭棚子,消防都过不了。
还有,别只盯着内部物流。外部货车怎么停?原材料卸在哪?成品在哪儿装车?这些不提前规划,内部的顺畅全是假象。有一次,一个客户厂房大门朝着窄巷子,17米的大挂车根本拐不进来,最后只能用小货车倒短,成本飙升。早干嘛去了?
千万别迷信‘标准方案’
刚提到U型线,其实远不止这个。什么细胞式布局、鱼骨型布局,听起来专业,用错了就是灾难。细胞式适合多品种小批量,但前提是员工多能工且训练有素。你把一群只会干单一工序的工人扔进细胞单元,结果互相等工,效率比流水线还低。
我还遇过一家厂,咨询公司给设计了超漂亮的‘精益布局’,所有设备按工艺类别排成工作岛,中间用AGV自动搬运。看着高大上吧?结果呢,产品换型时,调整设备参数就要半天,AGV调度程序一堆bug,停产比生产时间还长。最后一线主管偷偷用液压车人工搬运,反而把产量提上去了。你说讽刺不讽刺?
真正好的布局,往往看起来朴实无华,甚至有点乱。但乱中有序——物料走最短的路,员工少走动,设备好维护。记住这个顺序:安全 > 质量 > 效率 > 美观。漂亮是最后一位。
说到走动,不得不提人因工程。操作工伸手取料超过40厘米,一天几百次,肩周炎等着你。工作台高度差一厘米,腰肌劳损就找上门。这些细节,图纸上根本看不出来。得让班组长和一线工人拿着粉笔在地上画出工位,模拟操作。人体才是最好的尺子。✅
物流顺畅比美观重要100倍

叉车通道多宽?3米?3.5米?看你用什么叉车。电动堆高车转弯半径小,2.8米可能就够;要是用了内燃平衡重叉车,4米都勉强。通道交叉口怎么设计?十字路口事故率最高,T型路口好一些。有条件就设单行道,绝不妥协。
说到这里想起来一个惨案:一个食品厂,洁净车间和人流通道交叉,员工上厕所要穿过包装区,换鞋换衣服麻烦得要命,于是有人偷懒,直接跨过去。结果一次菌落超标被罚停产整顿两周。根本原因就是布局把人流、物流、垃圾流混了。❗洁污分流、人物分流是底线,尤其是食品、医药行业。
问:如何在紧凑的空间里减少物流交叉?
答:分享一个绝招——物流强度矩阵。把各工序之间的搬运量(重量×距离)算出来,排个序,把搬运量最大的两个工序尽可能挨着放。哪怕因此牺牲一点设备利用率,也值。因为物流成本隐藏太深了:叉车折旧、人员工资、托盘损耗、通道占地面积……细算吓死人。另外,别忘了立体空间。能架输送带的别走地面,能设管道的别占通道。空中连廊、地下沟槽,深圳有些电子厂已经用上了双层物流线,地面走人,空中走料,互不干扰。
还有个常被忽视的点:缓存区。精益思想说零库存,但现实中你不得不备点缓冲。关键工位前放多少在制品?少了断料,多了堵塞。用仿真软件跑一跑最保险。没软件?拿秒表测节拍,手动计算。别嫌麻烦,投产后再改,成本高十倍。
那么,数字化布局工具到底有没有用?
现在流行数字孪生、3D工厂仿真。💡有用,但别神化。我见过投资百万建的3D模型,领导参观时酷炫炸天,实际生产时连设备维修空间都没留够,一群人对着屏幕傻眼。
工具是死的,人是活的。三维扫描、点云数据能帮你精确捕捉现有厂房情况,特别是旧厂改造。有些老厂房图纸早丢了,柱子牛腿位置全凭记忆,结果新设备进不来,只能拆墙。用三维扫描,误差毫米级,避免很多“惊喜”。不过,你必须带上一线经验去审视虚拟结果。仿真里的工人永远不会累、不会出错、不会抄近道。现实呢?
所以我的建议:把数字化工具当作沟通平台,而不是决策工具。让各部门在模型上吵架——生产说设备太密没法检维修,物流说通道太窄,安全说消防间距不够——这些问题暴露在屏幕前,比在现场拆墙好太多了。

问:老厂改造,不停产的情况下怎么调整布局?
答:这个最难。我的经验是“分块蠕动”,蚕食式调整。先找非关键区域,利用周末或夜间,移动一两台设备,稳定后再移下一块。关键要提前做好详尽计划和应急预案,包括水电气接口、IT网络、物料暂存。更重要的是,和一线人员充分沟通,他们往往有出人意料的好点子。曾经我们要移一条包装线,原计划3天停产,结果班组长提出分段切换,利用交接班时间,硬是没停一分钟。谁说工人没智慧?
回看这些年做过的项目,最成功的布局往往不是图纸最漂亮的,而是团队接受度最高、改动最少的。因为工厂布局不是一次性工程,它活着,随着产品、工艺、人员的变动而呼吸。你给它留出调整的余地,它才不跟你闹脾气。
最后还是那句话:你的工厂,你穿鞋你知脚疼。别让外行指手画脚。自己走一圈,搬个板凳坐在工位旁看一天,比什么都强。