工序顺序的陷阱
别迷信标准流程。书上说“先粗后精”,可碰到薄壁件,粗车完工件跟弹簧似的,你精车它跟着颤,这活儿就废了。我现在的玩法:粗车留余量,直接去振动时效——不按套路出牌,但尺寸稳住了。关键尺寸链要拿到车间现场去算,不是趴在电脑上搞模拟。上个月有个徒弟问我:“师傅,这法兰盘平面度规定0.02,咱们先磨端面再钻孔成不?”我说你傻啊,钻头下去微熔的热量能让那0.02瞬间飘到0.05。工序得反过来,钻孔在前,最后用精密平磨收尾,还得淋着切削液磨。❗问:工艺卡片上的切削参数怎么定?按刀具样本选行吗?
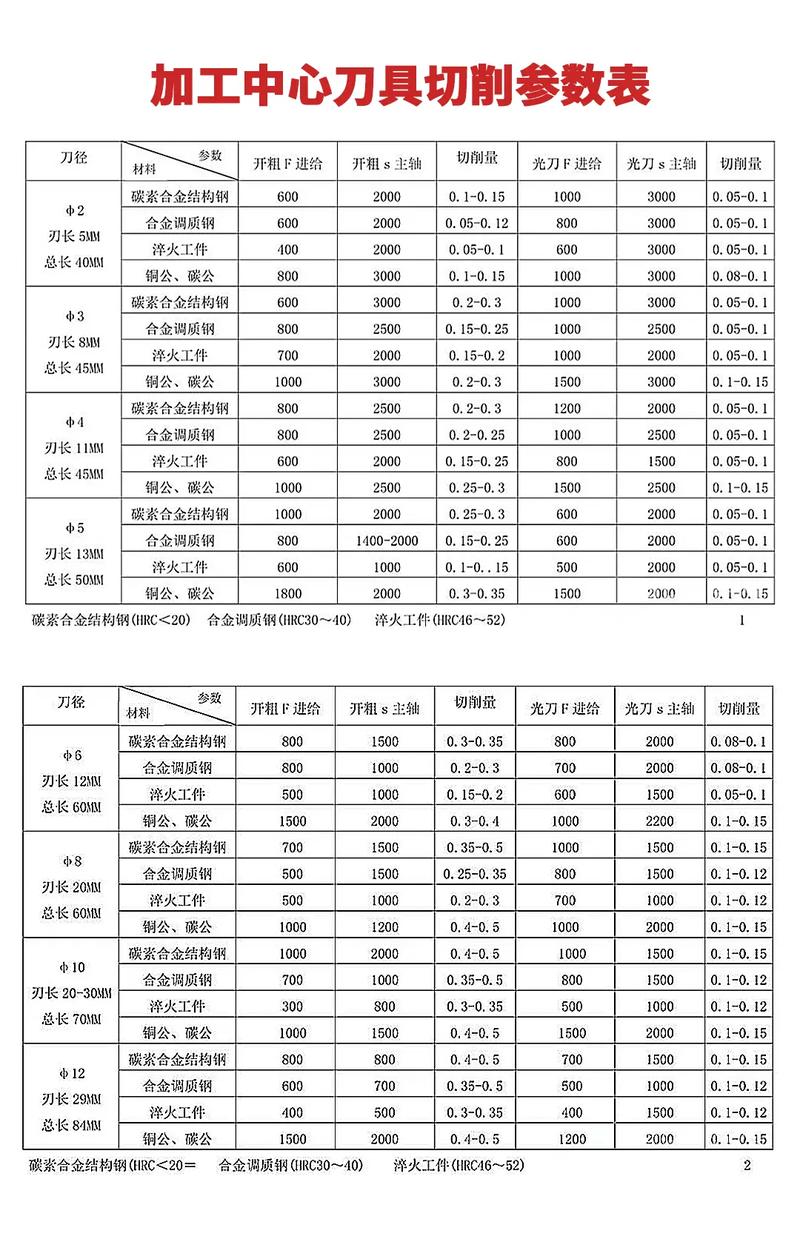
答:样本?那些数据是实验室架出来的,实际车间电压都稳不住,你敢照搬?就拿45钢调质件说吧,样本推荐线速度180米/分钟,进给0.2毫米/转。我们老床子刚性差,开到160就开始叫唤了。我的习惯:参数降15%,寿命能翻三倍。省下的换刀调机时间够你抽两根烟的。💡
隐性成本这个坑
问:工艺验证的时候明明好好的,一上批量就各种幺蛾子,怎么破?
答:批量生产不是单件放大。第一把刀是新的,第一千把刀已经微崩了。所以首件合格不代表流程OK。我要求每50件抽检关键尺寸,同时记录刀具的加工件数——一旦出现两次连续尺寸漂移,立即换刀,哪怕它还没到寿命。这叫动态控制界限,Excel 就能干,不是什么高大上的SPC。可惜大部分流程设计师连Excel 都懒得用。❗
人,这个被遗忘的要素
流程设计最后得落到操作工手上。你写“精车外圆至φ50-0.02”,人家老师傅一看,砂轮钝了,光洁度上不去,偷偷多走两刀,节拍就崩了。设计者得去现场看,他得知道加工这活儿是站着还是蹲着,量具放左边还是右边,显示器反光吗。我优化过一条缸体线,只是把气动量仪的架子从机床左侧挪到右侧,单件时间省了11秒。没什么技术含量,就是我不瞎。💡
流程设计不是画符咒,它是用铁屑与机油写的生存指南。下次再有人拿一本300页的规范跟你扯什么工序优化,你就问他:你自己上手干过一件没?没干过,闭嘴。