OEE 算不对,优化全白费
很多厂以为上了 MES 就万事大吉。扯淡。系统里“计划停机”那个字段,填什么的都有。换模算计划停机,那设备故障十分钟呢?维修工说“这不算故障,轻微调整”。好了,绩效率被人工美化。 我见过更离谱的:夜班产量低,班长把速度损失直接填到“材料等待”。时间利用率 100%,性能率 90%,质量 99%。OEE 89%——世界级啊!可实际呢?设备老了,轴承响得像拖拉机,半小时就得停一下。
速度损失:那个被忽视的隐形杀手
换模时间:SMED 不是万能胶
一提缩短换模,大家就喊 SMED(快速换模)。没错,把内作业转外作业,夹具标准化,并行操作。但现实呢?我见过夹具标准化了,但换上去的夹具因为存放不当变形了,对中花的时间比原来还久。 有次在深圳一家电子厂,他们炫耀说 SMED 后换线从 45 分钟降到 18 分钟。我去现场观察第三次换线:工具车不见了,操作工满车间找扳手。标准化流程写得很漂亮——那种没人执行的漂亮。 ✅ 真正的优化:把所有换模动作拍视频,开会一秒一秒分析。不是看动作多快,是看哪里出现犹豫、等待、返工。另外,千万别迷信“单人换模最优”,有时候加个人做并行,总时间砍半,成本反而更低。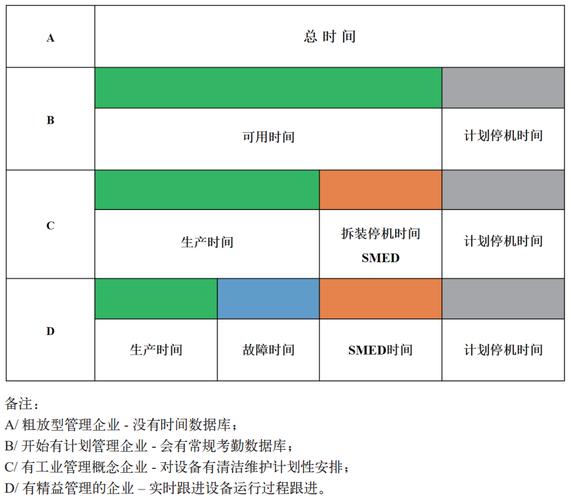
工业优化,最终是个管理问题
