说出来你可能不信——去年我们车间花三十万上的一套设备监控软件,现在唯一的功能是让IT部多了一台服务器要维护。屏幕上的图表倒是花花绿绿,可现场设备报警了它还在显示“一切正常”。那一刻我真想把厂家叫过来,把他们的demo画面怼在他脸上。
说实话,这行水太深。很多软件宣传的“毫秒级实时采集”,实际上搁在老旧机床上,连个稳定的Modbus信号都读不顺畅。更可笑的是,某些系统疯狂堆砌功能,什么三维数字孪生、AI故障预测,结果连基础的设备OEE都算不准。💢
先搞懂你到底要监控什么
我看到太多工厂了,一上来就提“我们要做智慧工厂、大数据驾驶舱”。可一问现场情况:有30%的设备年龄比我儿子都大,PLC型号能凑一桌麻将——西门子S7-200、三菱FX2N、甚至还有梯形图长得像天书的台达早期型号。这时候你强推一个纯web端的轻量软件?那真是自讨苦吃。
设备监控软件的核心,永远不是看界面多炫,而是协议适配能力。丢一个Modbus RTU设备给它,能不能在十分钟内调通?遇到欧姆龙Hostlink这种老协议,是不是还得求厂家二次开发?我见过最离谱的案例:一个号称支持200种驱动的平台,连一台台湾老旧的研华Adam模块都连不上,最后靠我们自己写了个透传网关糊弄过去。😤

所以第一原则:拿着你车间里最冷门、最老、最“非标”的三台设备去测。能稳定跑起来,再聊别的。
边缘计算还是纯云?这是个要命的问题
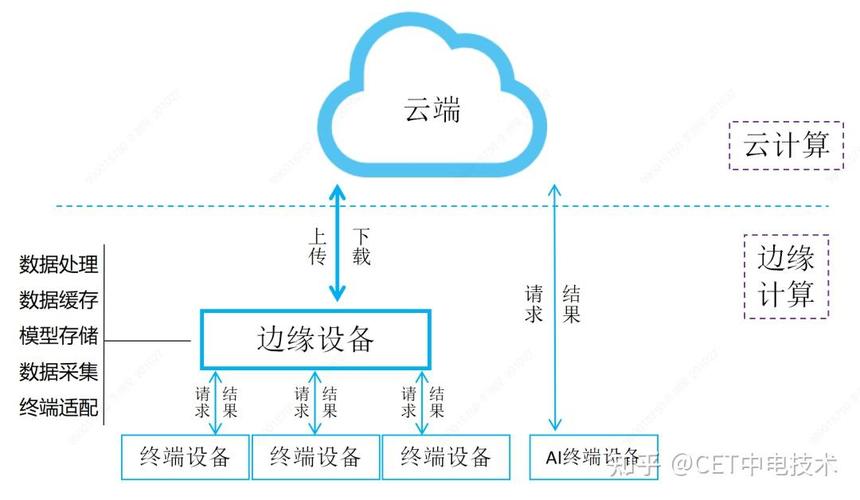
有一次去参观同行工厂,他们自豪地展示:所有设备数据上云,大屏放在总经理办公室,随时随地看。结果参观到一半,注塑机全停了。云端报警延迟了整整8秒——事后查出来是网络抖动。如果那是冲压设备?想想都后怕。
设备监控软件现阶段最实在的架构,其实是边缘+云端的混合模式。边缘侧负责毫秒级采集和本地报警逻辑,云端做历史存储和报表分析。不过话说回来,也别被“边缘计算”这个词吓到,说白了就是在车间放一台工控机或者智能网关,跑一个轻量级的采集服务。很多软件把这部分打包成个黑盒子,收你几倍价钱,其实自己用Node-RED搭一个也够用。
但——我要强调,如果你没有专门的IT人员维护,那买商业方案并包含服务是值得的。别像我一个朋友,图省钱用开源方案,半夜宕机了还得自己打车回工厂重启服务。❗
灵魂拷问:这些功能真的必要吗?
问: 我们主要是想监控刀具寿命,很多软件都说有预测性维护,靠谱吗?
答: 这个问题踩坑无数。大多数软件的“预测”只是简单的计数器:到了设定加工件数就弹提醒。真正的预测性维护得采集主轴振动、电流谐波这些高频信号,再用模型分析。可难点在于,刀具磨损初期特征和材料批次、冷却液浓度都有关。我的经验是:先别指望全自动预测,做好实时状态显示和异常报警就节省不少停机和废品了。真要上预测,得拿至少半年的历史数据做训练,而且必须由懂工艺的人参与标记。否则模型给你的预警,十次有八次是狼来了。
问: 老板非要那个“数字看板”功能,可我们车间环境很差,触屏会不会三天就坏?
答: 说到痛处了。普通的消费级大屏电视用在车间,灰尘、油污、震动,半年内必出坏点。解决方案不是没有:要么上工业级触摸一体机,IP65防护等级的,价格贵三五倍但能用好几年;要么干脆放弃触屏,只用大屏做显示,交互操作通过鼠标键盘或扫码枪。再或者,某些设备监控软件支持手机APP推送报警,工人直接在手机上确认,大屏只给参观的领导看。💡 这才是现实。

对了,还得吐槽一点——很多软件的看板只是固定排版,不能按班组、机台灵活筛选。你要是只能看个全厂总览,那对车间主任来说用处不大。最好能钻取到单台设备的实时节拍、故障时长统计。
数据存哪?怎么存?这关乎你的钱袋子

设备监控软件往往附带数据库授权费。有些厂家按点数收,一台设备年费几百元;有些则按数据量存储周期收费,比如只保留30天历史,想存更久?加钱。我自己吃过亏:原来选了一家号称永久免费的轻量软件,结果运行一年后数据库膨胀到上百G,查询卡死,官方说是免费版限制,要升级企业版得再付一笔。
所以合同里务必写清楚:数据库类型、最大存储容量、历史数据清理策略。如果工厂有现成的MES或ERP,还得问明白能不能直接写进你的SQL Server或Oracle,而不是必须用他们的闭源数据库。开放API也是个关键,否则数据就成了软件绑架你的人质。
当然——也有做得好的。有些软件直接跑在时序数据库上,比如TDengine或InfluxDB,压缩率高,查询快。而且允许你自己部署,授权只按采集通道算,数据爱存多久存多久。这才叫良心。
说到底,设备监控软件不是一套标准化产品,它像一件需要改裤脚的西装。你得摸清自己的设备清单、网络现状、人员能力,再拿着清单去逼问销售:这个协议支不支持?那个报警规则能自定义吗?数据能不能开放?
别信“一键部署”、“开箱即用”的鬼话。在工业现场,能稳定跑上半年不出大问题的系统,都值得送面锦旗。🏭