2026-06-07 11:05:43 作者:网编
分类:文章
去年年底,我差点被一台三万多的进口显微硬度计坑了——那台机器测陶瓷挺准,一换到薄层镀层就飘得离谱。退货运费搭进去大半个月工资。这事儿越想越气,但也不能全怪厂家,毕竟选型时我自己也没把应用场景吃透。说白了,硬度计这玩意,要么不买,买错就是烧钱。
硬度试验方法那么多,你手里的工件到底适合哪种?
先理清几个大类:布氏(HB)、洛氏(HR)、维氏(HV)、里氏(HL)、邵氏(HA/HD)——还有努氏、巴氏这些不算主流的。我见过太多人随手一指“给我台硬度计”,结果拿回去完全对不上号。
布氏硬度试验用的是硬质合金球压头,压痕大,适合铸铁、铸钢、锻件这类粗大晶粒的材料。你要是拿它打薄板,一压一个坑,测出来数据根本没法看。洛氏就聪明多了,直接读深度,省去打显微镜的麻烦,但标尺多到人发晕:HRA、HRB、HRC……最常用的HRC测淬硬钢,范围20~70,低于20就得换标尺。❗注意啊,洛氏对试样表面要求高,稍微不平整,误差能跑到姥姥家。
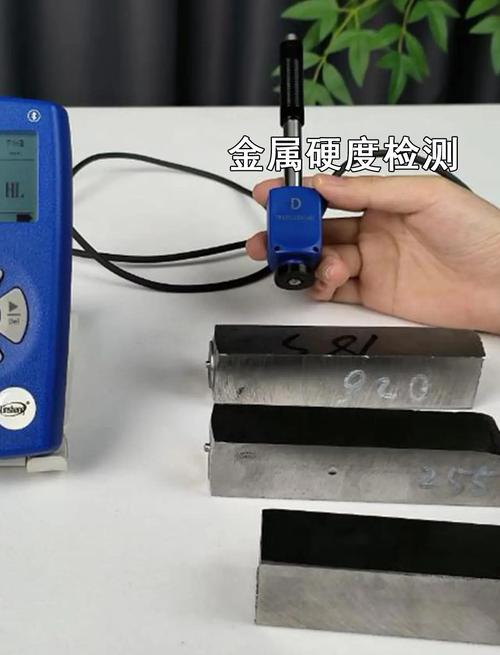
 工厂车间用便携式里氏硬度计检测大型齿轮齿面
维氏硬度几乎是万能的——载荷从几十克到几十公斤,压痕只有几微米到几百微米,测薄层、渗碳层、镀层、微小零件就靠它了。但它效率低,得抛光、打点、量对角线,实验室做研发搞分析还行,车间里急得跳脚的时候绝对会想砸机器。里氏硬度计呢,主打便携,一怼一弹,数值秒出。不过这东西受表面粗糙度、质量、耦合影响极大,没校准好就是玩具。💡我的经验:里氏测大型锻件、调质件可以,但必须用配套的耦合剂,而且要避开边缘和孔洞。
工厂车间用便携式里氏硬度计检测大型齿轮齿面
维氏硬度几乎是万能的——载荷从几十克到几十公斤,压痕只有几微米到几百微米,测薄层、渗碳层、镀层、微小零件就靠它了。但它效率低,得抛光、打点、量对角线,实验室做研发搞分析还行,车间里急得跳脚的时候绝对会想砸机器。里氏硬度计呢,主打便携,一怼一弹,数值秒出。不过这东西受表面粗糙度、质量、耦合影响极大,没校准好就是玩具。💡我的经验:里氏测大型锻件、调质件可以,但必须用配套的耦合剂,而且要避开边缘和孔洞。
现场测试和实验室检测,根本不是一回事
问:“我们车间想买台硬度计检验热处理后的轴,每天测上百根,要快还要准,推荐什么?”
答:“首选里氏,但别图便宜买杂牌。精度不够的话,直接上洛氏台式机,虽然慢些,可重复性好。之前有客户用某品牌里氏,同一位置打三次差出10个单位,最后退货换了洛氏。如果你非要便携,建议买带‘对零件自动转换’功能的,比如能同时显示布氏、洛氏、维氏换算值,省得查表。”
说到查表——真要吐槽一下硬度换算。布氏、洛氏、维氏之间理论上可以参照GB/T 1172和ASTM E140,但那些表是经验统计,误差能到正负5%!特别是异种材料,千万别拿着碳钢的换算表去测不锈钢,结果会让质检跟你拼命。
 实验室维氏硬度计对金属镀层进行压痕测量
问:“硬度计买回来用不用定期校准?自己能做吗?”
答:“必须校准。标准块是消耗品,打多了压痕重叠就不准了。一般建议半年送检一次,平时自己用标准硬度块打一下,看偏差。洛氏硬度计如果换了压头或砧座,必须重新校准。有些人嫌麻烦忽略这一步,然后产品质量波动查不出原因——最后发现是压头磨损了0.02毫米。可笑吧?就是这么点儿事。”
实验室维氏硬度计对金属镀层进行压痕测量
问:“硬度计买回来用不用定期校准?自己能做吗?”
答:“必须校准。标准块是消耗品,打多了压痕重叠就不准了。一般建议半年送检一次,平时自己用标准硬度块打一下,看偏差。洛氏硬度计如果换了压头或砧座,必须重新校准。有些人嫌麻烦忽略这一步,然后产品质量波动查不出原因——最后发现是压头磨损了0.02毫米。可笑吧?就是这么点儿事。”
买硬度计,别只看精度数字,这些坑一踩一个准
参数表上的“精度”往往是个相对值。比如厂家说“重复性≤0.8%”,看着漂亮,可那是拿标准硬度块打的结果;放到粗糙铸件上试试?直接翻车。还有“分辨率”,里氏硬度计标个0.1HL,实际有意义吗?信噪比低的设备,跳变误差早就吃掉这点分辨率了。稳定性比绝对精度重要得多。
再一个坑:自动化硬度计。带自动载物台、自动对焦、图像识别,报价动不动二十万起。如果不做大批量连续检测,纯粹浪费。去年看一家小厂买来测弹簧片,一年用不到十次,软件还过期了——老板脸都绿了。✅建议:先明确日检测量和零件尺寸,再决定要不要自动。
聊到选购平台,我发现很多人喜欢去某宝某猫搜关键词,结果排名靠前的全是“工业级高精度数显硬度计”这类描述,点进去一看,照片P得跟科幻片似的,参数抄来抄去,连压头材质都不写清楚。真搞采购的,去专业工业品平台或直接联系代理商,看实物、带工件去试,比什么都强。
还有个冷知识:硬度计对环境敏感。洛氏硬度计要防震,旁边冲床一开,指针乱颤;维氏硬度计怕灰尘,压头沾了粉尘,打点变形。💡有条件的话,配个减震台或隔离间,花费不大,效果拔群。
最后说几句掏心窝的:别迷信进口。国产里氏、洛氏这几年进步飞快,像时代的TH系列、莱州的便携机,很多参数不输国外品牌,售后还快。当然,你要搞纳米压痕测薄膜,那还是得乖乖选进口的——人家的闭环反馈系统确实牛。
总之,硬度计是典型的“适用即最佳”工具。看再多攻略不如带块试样去实测。希望各位能避开那些贵而不实的坑,买到真正顺手的设备。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:硬度计选购避坑指南:从布氏到里氏,别再被参数忽悠了
文章链接:https://www.zystgy.cn/a/52282