2026-06-07 10:10:43 作者:网编
分类:文章
外观检测——这个词听起来平平无奇,对吧?但只要你真下过车间,盯着流水线上成千上万个零件,拿卡尺或用肉眼去找头发丝细的划痕,就知道这事儿有多折磨人。我曾经在华南一家连接器厂待过三个月。每天八小时,就干一件事:看冲压端子有没有毛刺。三个月后我离职,不是因为工资低,是眼睛真的废了。
所以你看,外观检测这事儿,根本不是“看”那么简单。它是个集光学、心理学、统计学、自动化于一体的深坑。
为什么外观检测比想象中难得多?
首先得承认,人类的眼睛极其不可靠。光线稍微一变,心情稍微一差,到下午三点眼皮开始打架——缺陷就溜过去了。业内有个公开的秘密:人工目检的漏检率,正常在10%-15%,疲劳状态下甚至能到30%。可怕吗?更可怕的是,不同质检员对同一件产品的判断可能完全相反。老张觉得这划痕不影响功能,放行;小李严格按SOP,直接判废。标准在哪里?外观缺陷的主观性,是质量部门永恒的痛。
而且缺陷种类太多了。划痕、麻点、颗粒、色差、毛刺、缺料、缩水、气痕……随便一个注塑件就能列出几十项。有些缺陷只有在特定角度、特定光照下才显形。比如手机玻璃盖板的“彩虹纹”,你正对着看啥都没有,侧着45度一照,五彩斑斓。这种依赖观测条件的检测,靠人基本就是撞大运。
问:人工外观检测真的无法保证一致性吗?
答:别说一致性了,同一个人上午和下午的标准都在漂移。我见过最夸张的案例,某汽车零部件厂,同一个质检员,周一放行的批次,周三被OEM抽检退货,就是因为轮辐上一个微小的缩孔。他自己都不记得当时怎么签的字。所以现在稍微上点规模的工厂,都在拼命上自动化外观检测设备。但自动化也不是万能药,后面会细说。
 工厂产线人工目检零件外观
工厂产线人工目检零件外观
机器视觉的狂飙与隐忧
过去十年,机器视觉在外观检测领域简直是爆发式增长。相机像素从30万飙到6500万,算法从简单的阈值分割进化到深度学习。乍一看,机器似乎能彻底取代人了。错了。
我在2017年主导过一个项目:给白色陶瓷阀芯做表面缺陷检测。方案很简单:环形光+高分辨率CCD,软件用模板匹配找裂纹。实验室跑得完美,产线一开直接歇菜——误报率高到离谱。为什么?因为陶瓷表面其实有极细微的自然纹理,软件统统认成裂纹。后来我们加偏振片、调角度、改打光方式,折腾了两个月,才把误报压下来。
这引出一个核心问题:机器视觉的成败,70%依赖打光和成像方案,而不是算法本身。很多人被AI厂商洗脑,觉得只要数据喂够,什么都能检测。但如果你连缺陷都拍不清楚,或者背景干扰信号比缺陷还强,再牛的神经网络也是抓瞎。❗
另外,机器视觉系统极端娇气。环境光变化、振动、工件位置偏移、来料一致性差,都会让检测结果波动。有的工厂花几百万上了自动线,结果因为车间窗户朝东,早上九点阳光斜射进来,检测站就开始疯狂报警。最后只能把窗户全封死,重新做暗室——这种破事,教科书上从不写。
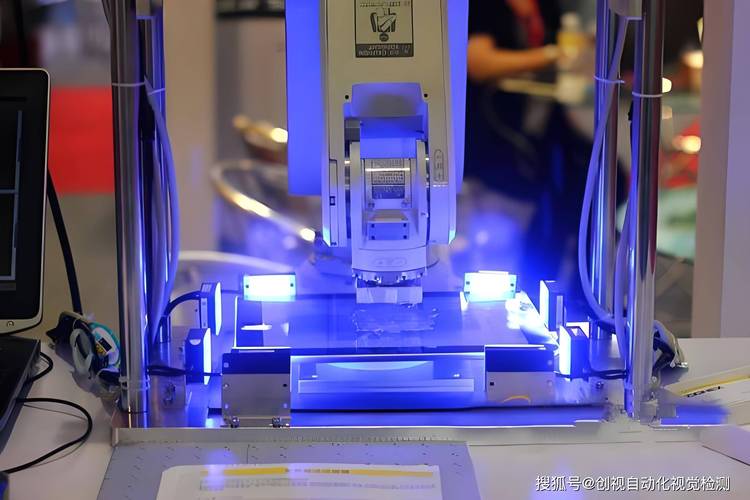 自动化机器视觉检测设备打光测试场景
自动化机器视觉检测设备打光测试场景
AI带来的不是颠覆,是补丁
这几年“AI外观检测”被吹上天。说实话,我有点烦。因为大部分所谓的AI,只是在传统机器视觉流程里嵌了个深度学习分类器,替换掉原来那套需要人工调参的算法。本质上是补丁,不是革命。
但它确实解决了几个老难题。比如复杂纹理背景下的缺陷识别,像纺织品、皮革、木材。传统算法根本没法写规则——纹理本身就是随机的,你怎么定义“异常”?卷积神经网络(CNN)通过端到端学习,能把正常纹理的统计特征学出来,然后高亮任何偏离的区域。这种能力,是规则算法鞭长莫及的。✅
还有外观检测里的“柔性”需求。比如注塑件换模频繁,每次模具修模后产品外观都会有微妙变化。传统方案得重新做模板、调参数,一调就是大半天。AI方案通过在线增量学习,可以自适应新状态,极大减少换型时间。我们在一个键盘键帽产线上做过对比:传统方案换模后调试平均4小时,AI方案只需要15分钟,而且前100件的过杀率显著更低。
但!别高兴太早。AI的痛点也非常突出:
– 需要大量训练样本,尤其缺陷样本,很多厂根本积累不够。
– 可解释性差。OEM客户问你这个毛刺为什么放过去了?你只能说模型学到了某种特征,无法给出明确规则。这在汽车行业非常致命。
– 算力成本。工业现场得用GPU,温宽、灰尘、震动都扛得住的那种工业电脑,价格是普通工控机的十几倍。
问:那到底该不该上AI外观检测?
答:看场景。如果缺陷形态单调、背景干净、产量极大,传统算法完全够,甚至更稳定。如果产品表面纹理复杂、缺陷多变、换型频繁,AI的优势就出来了。但绝不是说上了AI就可以扔掉图像工程师。没有扎实的光学和成像设计,AI也只能对着烂图瞎猜。💡
超精微外观检测:当一粒灰尘都是致命缺陷
有些行业对外观的要求已经变态到纳米级。比如芯片封装、精密光学镜头、医疗器械。在这些领域,一粒5微米的颗粒就能让整个模组报废。常规的2D视觉完全不够用,得上共聚焦、白光干涉、甚至电子显微镜。
去年我接触过一个做微型光学镜片的厂。镜片直径2mm,表面光洁度要求10/5划痕麻点标准,也就是划痕宽度不超过10微米。人工在40倍显微镜下检,效率极低。他们最后上了一套激光散射成像系统:窄带激光以特定角度照射镜片表面,任何表面瑕疵都会引起散射光被高灵敏度传感器捕捉。效果惊人,但成本也惊人——一套系统200多万。而且对环境振动的隔离到了苛刻的程度,专门做了独立地基。
这类超精微外观检测,真正的挑战不在检测本身,而在缺陷的分类与溯源。发现了颗粒,是环境落尘?还是切削碎屑?还是清洗残留?不同来源对应的改善措施完全不同。所以现在的趋势是把检测数据MES系统打通,把每一个缺陷的形貌、坐标、出现频率关联到上游工序参数,形成闭环。这才是智能制造该有的样子。
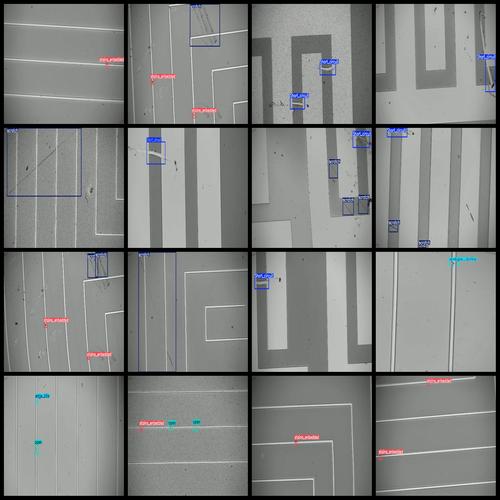 显微镜下芯片表面微小缺陷检测
显微镜下芯片表面微小缺陷检测
外观检测的自动化悖论
看到这里你可能会问:既然自动化这么难、这么贵,为什么还要上?因为人工已经不可持续了。现在年轻人谁愿意干目检?工资开低了没人来,开高了工厂亏本。而且人眼有物理极限,某些高速产线一秒流过几十个产品,人根本看不过来。
但自动化外观检测又陷入一个悖论:越复杂的系统,越需要懂行的人去维护。机器替掉了十个目检女工,却招来三个硕士工程师调试算法、维护相机。这是不是另一种“用人荒”?我们在华南见过一个极端例子:一条全自动外观检测线,因为原厂工程师离职,新招的人不会调参数,导致设备停机三个月,最后又拉回人工线。讽刺不讽刺?
所以我的观点是:未来几年,外观检测的竞争焦点不是谁的相机更好、谁的算法更准,而是谁能让系统更皮实、更易用。那些开口闭口“AI全自动”、“无人检测”的,大多是在卖概念。真正落地的方案,一定是人机协作,机器负责高速初筛和一致性判定,人负责复杂仲裁和系统调优。
问:中小制造企业如何选择外观检测方案?
答:别盲目追求高大上。先穷尽传统的IE手法,比如优化光照、统一来料、固定员工手法,这些零成本改善往往能解决30%的问题。然后看缺陷类型,如果只是简单尺寸或明显缺料,上个便宜的智能相机配个条纹光,几万块搞定。如果确实有复杂纹理或微小缺陷,再考虑导入AI,但要预留出足够的调试时间和样本积累期。记住,任何自动化项目,管理配套跟不上,都是白搭。
这几年我还发现一个有意思的趋势:外观检测的数据越来越重要了。以前检测就是个筛子,合格过,不合格扔。现在有了数字化,每一个缺陷都是工艺波动的信号。把这些信号实时反馈给注塑机、冲床、CNC,就能预防缺陷产生,而不只是事后剔除。这才是外观检测的真正价值——不是看守,而是前馈。
零零碎碎说了这么多,最后想强调一点:外观检测是典型的“细节里见魔鬼”。一盏灯的角度、一个滤波参数、甚至车间湿度导致静电吸附灰尘,都可能让整套系统失效。不要相信任何通用解决方案,好的外观检测系统,一定是贴着具体产品、具体产线“磨”出来的。不管是人工还是机器,核心永远是对缺陷的深刻理解和对过程的绝对控制。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:外观检测:从人工目视到AI视觉的工业蜕变
文章链接:https://www.zystgy.cn/a/52277