2026-06-07 09:59:02 作者:网编
分类:文章
先从一次惨痛教训说起
那天半夜,我被电话炸醒。车间主任声音都变了——一批轴件全废了。
怎么可能?图纸标得清清楚楚,φ50±0.02,卡尺量了好几遍,全在公差内。可装上去就是转不动。
后来拿三坐标一打。我整个人都麻了——圆度超差0.05!卡尺能测圆度吗?不能。但图纸没标圆度要求,我们就忽略了。
尺寸检测,检的不只是尺寸。
卡尺?还是算了吧
游标卡尺,每个车间都有一大把。方便,是真的方便。但你用卡尺测过几百件之后,手会告诉你一个残酷的事实——
重复精度?不存在的。
同一个人,同一把尺,同一个工件,上午下午测出来可能差 2 丝。更别说不同人了。这就是为什么我们后来强制推行数显尺,并且要求每次测量前必须校对量块。
但数显卡尺就准了吗?温度、测量力、阿贝误差……全是变量。
说实话,卡尺只配用于粗检。
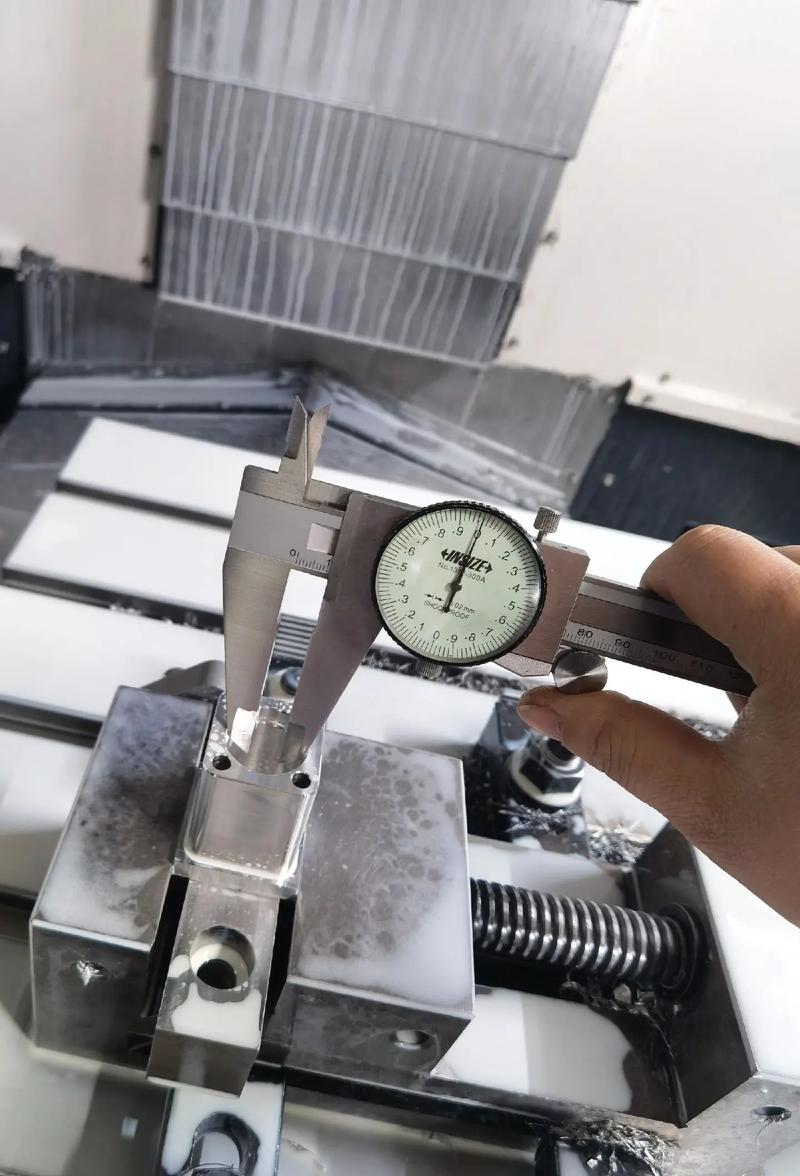 精密数显卡尺测量轴径特写工业场景
精密数显卡尺测量轴径特写工业场景
三坐标:精度之锚,但也让人头疼
我们咬牙上了台三坐标测量机。几十万花出去,第一天就给了个下马威。
同一个孔,测出来的直径居然波动的吓人。
检查半天,才发现是工件没恒温。图纸上标着20℃,车间温度都飙到30了。铝件膨胀得多厉害?每米每度23微米的变化。
从那天起,我们的精密测量间永远20±1℃。恒温房、等温、清洁度,少一样数据就飘。
三坐标编程也是个技术活。打点策略、扫描路径、过滤算法……懒一点,结果就甩你一脸问号。
问:三坐标这么贵,小厂怎么搞精密检测?
答:测长仪、气动量仪、杠杆千分尺,这些传统家伙仍然能打。关键是理解公差原则。比如包容要求,最大实体原则,这些国标条款才是真正的救命稻草。一台高精度的测长仪,配合量块,也能解决不少轴孔配合问题。
再说,现在有些国产三坐标价格已经打下来了,二十万也能买到不错的。但恒温条件一定要做到,不然白搭。
 三坐标测量机检测复杂工件工业现场
三坐标测量机检测复杂工件工业现场
在线检测,不是装个传感器就完事儿
自动化产线最怕什么?就是批量报废。
我们上在线尺寸检测的时候,踩了最大的坑:以为传感器精度等于系统精度。
振动!切削液!铁屑!这些玩意儿能让激光位移传感器瞬间变成瞎子。
后来我们搞了吹气清洁装置、减震底座、还加了好几层滤波算法。但还是偶尔抽风。
有次半夜,产线突然报警说工件尺寸超差。维修过去一看,一条手机充电线掉在传送带边,正好挡了激光。我真是……
所以现在,我们的在线检测系统必须配备标准件定时校对功能,每30分钟自动跑一次,一跑偏就停机。
千万别迷信任何一个传感器的数据。
问:在线检测与三坐标的比对到底怎么做?
答:这就涉及到量值溯源。我们每个月把线上检具的标准件送到计量室,用三坐标标定一次。然后在线系统用标准件自动校准。另外就是做GR&R分析,重复性和再现性必须小于10%公差,才能说这个检测系统可靠。
很多厂只管测,不管分析。等发现问题的时候,已经流出去几万件了。
视觉检测?它比你想象的更挑食
这两年AI视觉检测炒得火热。我们也跟风上了一套,测钣金件上的孔位孔距。
宣传说精度0.01mm,实际一跑,蹦出来个0.2的偏差。
厂家过来调了半天,好了。但换了批次材料,反光率一变,又瞎了。
视觉检测对光照、表面状态、对比度敏感得像豌豆公主。
我们现在只敢用它测那些表面稳定、且公差宽松的项目。真正的精密尺寸,还得靠接触式。
不过话说回来,对于柔性线、多品种小批量,视觉的无接触快速切换确实香。前提是你得接受它时不时的耍脾气。
人与数据的博弈
最后的最后,所有尺寸检测,最后一步还是人。
操作工怕担责,测量偏小就轻轻夹,偏大就使劲推,数据一个个漂亮得很。这叫“测量艺术”。
怎么破?
盲测+数据黑箱。测量结果不显示给操作工,直接传回SPC系统,超差即停线。
刚开始推行的时候,车间差点暴动。但坚持三个月后,废品率从7%降到0.5%。❗
尺寸检测这事儿,说到底,不是工具问题,是管理问题,是人性问题。
 工业SPC质量管理控制图显示屏特写
所以,当你再次拿起卡尺的时候,不妨多问一句:我到底在测什么?是零件,还是自己心里的安慰?
💡 一个小贴士:下次验收量具,别光看校正报告,一定要做GR&R。那才是揭露所有虚伪的照妖镜。
工业SPC质量管理控制图显示屏特写
所以,当你再次拿起卡尺的时候,不妨多问一句:我到底在测什么?是零件,还是自己心里的安慰?
💡 一个小贴士:下次验收量具,别光看校正报告,一定要做GR&R。那才是揭露所有虚伪的照妖镜。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:尺寸检测的坑与悟:一个老机械工程师的泣血吐槽
文章链接:https://www.zystgy.cn/a/52276