2026-06-07 06:59:31 作者:网编
分类:文章
说实话,刚入行那几年,我在雷蒙磨上栽的跟头,够写一本血泪史了。老板甩过来一句:“生产线要扩,去搞两台雷蒙磨。”当时哪懂啊,看着参数差不多,价格合适就拍了板。结果呢?😠 不到半年,轴承烧了,磨辊磨损速度快得像吃干饭,车间粉尘飘得跟仙境似的——工人差点集体辞职!
后来才明白,这玩意儿水太深。你要真把它当成一个简单磨粉机,那可就大错特错了。雷蒙磨,学名悬辊式磨粉机,从1906年美国人发明到现在,一百多年了,样子没怎么变,但里头的门道,啧啧。
雷蒙磨到底是个什么家伙?
先扯点基础的。雷蒙磨核心就三块:主机、风机、分析机。物料从进料口丢进去,在磨辊和磨环之间被碾碎,然后被风机吹起来,细度合格的通过分析机出去,不合格的掉回去继续磨。就这么简单。
但简单背后是魔鬼。比如那个磨辊——悬着的,靠离心力甩出去压在磨环上。你想想,每分钟转上百圈,物料硬度稍微超标,磨辊就像拿砂纸擦自己脸。我见过有厂家用普通铸铁做磨辊,三个月就秃了。所以,磨辊材质必须是高锰钢或高铬铸铁,这是底线。
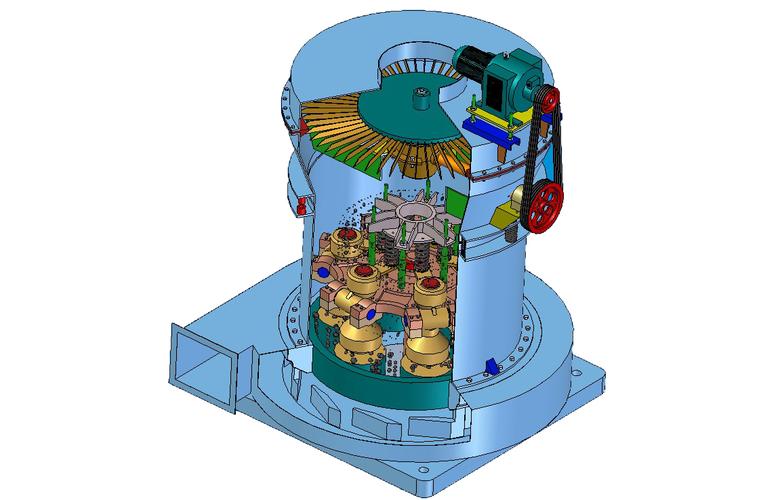 雷蒙磨内部磨辊与磨环结构示意图
不过话说回来,材质好就能高枕无忧?才怪。我去年帮朋友调试一台新磨机,主机电流忽大忽小,拆开一看,磨辊装配间隙差了0.5毫米——就这半毫米,让整机振动得像要散架。所以你看,细节决定寿命。
雷蒙磨内部磨辊与磨环结构示意图
不过话说回来,材质好就能高枕无忧?才怪。我去年帮朋友调试一台新磨机,主机电流忽大忽小,拆开一看,磨辊装配间隙差了0.5毫米——就这半毫米,让整机振动得像要散架。所以你看,细节决定寿命。
选购时的玄机:参数表不会告诉你的事
你去找厂家,都会给一张漂亮参数表:产能多少吨、进料粒度、成品细度……但信一半都嫌多。为什么?因为那是在理想物料下的数据。你拿石灰石去试,和拿煤矸石去试,结果能差出一倍。
问:我看很多小厂雷蒙磨价格特别便宜,能用吗?
答:❌ 千万别被低价拐进坑。我拆过一台某杂牌磨机,磨辊轴承竟然用国产小厂货,拆出来保持架都碎了。轴承必须用哈瓦洛(哈尔滨、瓦房店、洛阳)的,或者进口SKF、FAG。风机叶轮的动平衡也关键,有些厂子连平衡机都没有,焊完直接装,那振动能让你怀疑人生。便宜货后期维护费能吞掉你所有利润。
还有个要命的点:分析机叶片。很多磨粉细度不稳定,其实就是叶片角度不对,或者磨损了没人管。好的分析机会采用可调导流叶片,甚至变频调速。你买的时候最好问一句:“叶片什么材质?角度可调吗?”厂家要是含糊,赶紧走。
 雷蒙磨分析机可调叶片细节实拍
问:雷蒙磨产能突然下降,除了物料变硬还有啥原因?
答:❗ 铲刀!铲刀!很多人忽略铲刀。铲刀负责把物料铲起来抛到磨辊与磨环之间,如果铲刀磨损或角度不对,物料喂不进去,产能直接腰斩。我遇到过一家厂,换了新铲刀后产能提了30%,厂长差点给我送锦旗。另外,系统漏风也是隐性杀手,尤其是管道法兰连接处,漏风一多,风机风量全跑了,粉子吹不上去,产能当然低。定期用肥皂水检查漏点,很土但有效。
雷蒙磨分析机可调叶片细节实拍
问:雷蒙磨产能突然下降,除了物料变硬还有啥原因?
答:❗ 铲刀!铲刀!很多人忽略铲刀。铲刀负责把物料铲起来抛到磨辊与磨环之间,如果铲刀磨损或角度不对,物料喂不进去,产能直接腰斩。我遇到过一家厂,换了新铲刀后产能提了30%,厂长差点给我送锦旗。另外,系统漏风也是隐性杀手,尤其是管道法兰连接处,漏风一多,风机风量全跑了,粉子吹不上去,产能当然低。定期用肥皂水检查漏点,很土但有效。
维护的野路子:老师傅的私藏经验
 维护的野路子:老师傅的私藏经验
干我们这行,设备坏了等厂家来修?黄花菜都凉了。自己得会几手。磨辊加油,很多人用普通锂基脂,结果高温一上来就流失,轴承干磨。我后来换用二硫化钼高温脂,虽然贵点,但轴承寿命至少延长40%。而且加油周期千万别按说明书机械执行,你得买个听诊器——对,医生那种——去听轴承运转声音,一旦出现“咯噔咯噔”的杂音,哪怕没到保养时间也得赶紧处理。
还有磨辊倾斜角。有些老师傅为追求产能,故意把磨辊外倾角调大,短期确实粉子粗了、产量高了,但磨辊偏磨严重,后期得不偿失。我一般建议严格按照厂家给定的角度,除非你对自己的物料特性摸得透透的。
最后吐个槽:环保查得越来越严,雷蒙磨的粉尘控制一定得上心。标配的脉冲除尘器滤袋,有人省钱买涤纶的,磨高温物料(比如生石灰)时会收缩糊袋,直接堵死。一定要用防油防水处理的针刺毡袋,甚至上PPS高温袋。这笔钱省不得,不然环保罚单一来,够买十台磨机。
好了,今天就先聊这么多。雷蒙磨这东西,表面粗笨,实则娇气,但只要摸透脾气,它就是印钞机。你踩过哪些雷?有空也可以说说。😄
维护的野路子:老师傅的私藏经验
干我们这行,设备坏了等厂家来修?黄花菜都凉了。自己得会几手。磨辊加油,很多人用普通锂基脂,结果高温一上来就流失,轴承干磨。我后来换用二硫化钼高温脂,虽然贵点,但轴承寿命至少延长40%。而且加油周期千万别按说明书机械执行,你得买个听诊器——对,医生那种——去听轴承运转声音,一旦出现“咯噔咯噔”的杂音,哪怕没到保养时间也得赶紧处理。
还有磨辊倾斜角。有些老师傅为追求产能,故意把磨辊外倾角调大,短期确实粉子粗了、产量高了,但磨辊偏磨严重,后期得不偿失。我一般建议严格按照厂家给定的角度,除非你对自己的物料特性摸得透透的。
最后吐个槽:环保查得越来越严,雷蒙磨的粉尘控制一定得上心。标配的脉冲除尘器滤袋,有人省钱买涤纶的,磨高温物料(比如生石灰)时会收缩糊袋,直接堵死。一定要用防油防水处理的针刺毡袋,甚至上PPS高温袋。这笔钱省不得,不然环保罚单一来,够买十台磨机。
好了,今天就先聊这么多。雷蒙磨这东西,表面粗笨,实则娇气,但只要摸透脾气,它就是印钞机。你踩过哪些雷?有空也可以说说。😄
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:雷蒙磨选购与维护的真心话:那些厂家不会告诉你的坑
文章链接:https://www.zystgy.cn/a/52260