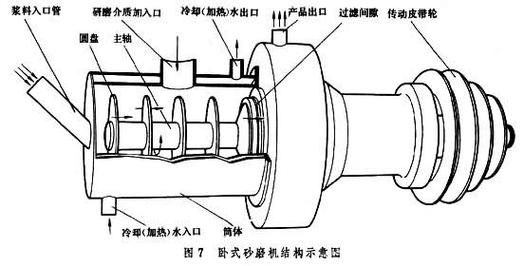
上个月去一个涂料厂,老板指着新买的砂磨机骂娘——才用了两周,机械密封漏了,换一套报价两万八。这事儿吧,其实挺常见的。很多人买砂磨机,就知道看价格、看容量,参数表扫一眼就下单,结果…唉,实验室里明明试得好好的,一到生产线上就趴窝。你说怪不怪? 砂磨机内部结构示意图 砂磨机这玩意儿,到底在磨什么 砂磨机这玩意儿,到底在磨什么 说白了,就是靠高速旋转的分散盘带动一堆研磨珠,在密闭腔里疯狂撞击物料,把大颗粒砸成纳米级粉末。过程很粗暴——珠子之间、珠子跟腔壁之间,挤压、剪切、摩擦,没消停。但精细度又能做到亚微米甚至纳米,你说神不神奇?线速度是关键,差个1米/秒,效率可能天差地别。有的厂家标称线速度12m/s,实际装上变频器一测,8m/s都勉强,这就是坑。 不过话说回来,线速度也不是越高越好。太高兴致着发热严重,机器受不了,物料也可能变性。去年有个做纳米碳酸钙的客户,非得把线速度拉到15,结果腔内温度飙升,物料团聚结块,整锅报废。所以啊,能量密度和散热必须匹配——这道理很多人懂,但选型时一激动就忘了。 问:听说砂磨机处理量越大越好,30升一定比10升强? 答:那可不一定。如果你的物料粘度高,或者要求粒径特别细,大机器有时候散热跟不上,反而出问题。你得看研磨区能量密度,也就是单位体积能输入多少功率。小机器能量密度很容易做高,大机器反而难。而且,有些工艺要求循环研磨,大机器里的死角多,容易有物料滞留,粒径分布就宽了。所以实验室用盘式砂磨机很爽,放大到棒销式砂磨机,参数得重新摸,千万别想当然。 那些参数表不会告诉你的坑 销售给你的参数表,往往只写个处理量、功率、尺寸,但真正要命的细节…嘿嘿。我见过最离谱的一次,机器铭牌写着“研磨腔材质:不锈钢”,结果用了不到三个月,腔壁就出现蜂窝状腐蚀——做的是磷酸铁锂浆料,pH值偏酸,不锈钢哪顶得住?后来换了陶瓷内衬才消停。材质匹配比什么都重要,不锈钢、合金钢、陶瓷、聚氨酯,得看你磨啥。另外,机械密封的冷却方式、滤网的精度和强度、甚至卸料口的设计,都能让你摔跟头。 不同材质研磨腔对比 还有个容易被忽视的:锆珠。很多人随便买,觉得珠子嘛,能滚就行。呵,天真。纯度不够的锆珠,磨损率奇高,磨着磨着珠子碎了,混进产品里,那点硅或钇的污染,后道工序根本除不掉。而且,珠子粒径配比也讲究,单一大球或小球都不行,得大小搭配,才能兼顾高剪切的破碎和挤压。 问:锆珠怎么选才不碎不污染? 答:首先看纯度,80锆还是95锆?做电子材料必须95以上,成本高但没得商量。其次,填充率要算好,一般70-80%体积,太多反而内耗。还得定期筛分,把碎珠清出去。千万别图便宜用玻璃珠,那玩意磨损的硅酸盐进去,你的产品就废了。我接手过一批退货,就是因为客户自己换了便宜珠子,结果涂料刮板全是划痕——找谁说理去? 保养血泪史:密封、滤网、那些要命的细节 保养血泪史:密封、滤网、那些要命的细节 机械密封是砂磨机的阿喀琉斯之踵。哪怕你选了双端面密封,带冲洗液循环,只要操作工疏忽一次,比如没开冷却水就启动,几分钟就能烧坏密封面。我们以前车间,专门在控制柜上贴了个大标语:“先开循环水,再启动主轴!” 就这还有人踩坑。滤网也是,被碎珠击穿、被高粘度物料糊死,经常得换。一点破损,让几毫米的珠子漏进成品,那批货基本完蛋。所以定期检查、及时更换,别心疼那点钱。 还有一个听起来不起眼的事情——管道。砂磨前后的物料罐、管道、泵,内壁如果粗糙或者有死角,就会形成滞留层,导致物料结皮、变质,或者下次换颜色时交叉污染。清洗?光用溶剂冲,冲不干净。现在流行用管式砂磨机串联循环,减少中间环节,但设计不好,照样有残留。我们给一个油墨厂改造,就是把所有弯头换成大半径,内壁抛光到Ra0.4,问题才解决。 机器嘛,终究是死的,人是活的。砂磨机这玩意儿,三分靠买,七分靠用。参数调得对不对,维护跟不跟得上,直接影响产品质量和机器寿命。别以为买台贵的就万事大吉,没那回事。我见过好好保养的五六年还在稳定运行,也见过乱操作的一年报废。所以啊,选砂磨机跟找对象差不多,合适最重要。下次去展会,别光听销售吹,把上面这些问清楚了,能省下后面不少麻烦事。❗