2026-06-06 13:10:31 作者:网编
分类:文章
我至今还记得那个闷热的下午。产线突然停了,所有目光都盯着那套刚上马的液压夹具——工件飞了出来,差点伤到人。当时我后背全是冷汗,脑子里只闪过一个念头:完了,这套夹具是我签字买的。说实话,工业夹具这玩意儿,看上去傻大黑粗,可里头的门道,比曲面加工还让人头疼。
夹紧力的迷思——不是越大越好
刚入行那阵,我总以为力大砖飞,夹紧了总没错。直到被现实狠狠抽了一巴掌。那次加工薄壁件,液压缸压力调得足足的,结果工件卸下来一测,椭圆了。老师傅叼着烟慢悠悠来了一句:“你这是把它捏坏了,知道不?” 对,夹紧力不是玄学,但很多设计手册给的公式,你必须结合工况打折。比如有振动的铣削,有效夹紧力可能只有静态计算值的60%。更要命的是,有些国产夹具样本上的数据,我怀疑他们自己都没实测过。
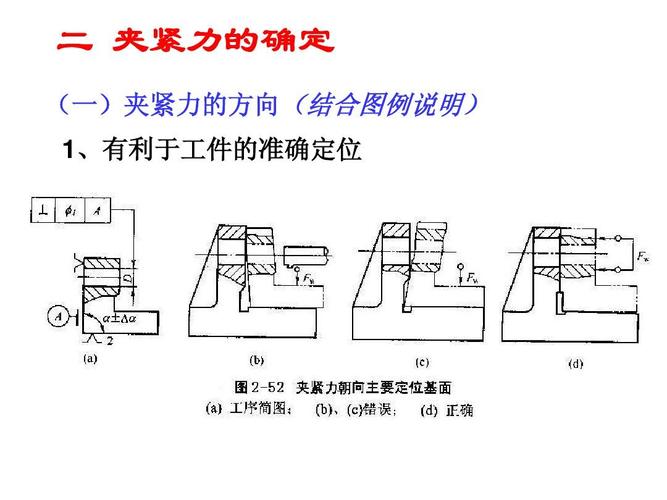 工业夹具夹紧力计算示意图
所以我后来养成了一个习惯:新夹具上机必打表,先拿废料试。别信那个精美的手册,信你的百分表。对了,还有油压波动——液压站隔老远,管路一长,压降大得离谱,你设定10MPa,到夹爪可能只剩8MPa了。这些都是学费,血淋淋的。
问:那是不是直接上气动夹具更省心?
答:这得看场景。气动响应快,干净,而且过载自动保护,不容易压坏工件。但它的刚性差,重切削时容易让刀振。有一回我拿气动卡盘干铸铁,整个机床都在唱歌,刀片寿命直接腰斩。所以,别想着一个方案通吃。话说回来,如果你做的铝件、薄壁件,气动倒挺合适,至少能保住尺寸。
工业夹具夹紧力计算示意图
所以我后来养成了一个习惯:新夹具上机必打表,先拿废料试。别信那个精美的手册,信你的百分表。对了,还有油压波动——液压站隔老远,管路一长,压降大得离谱,你设定10MPa,到夹爪可能只剩8MPa了。这些都是学费,血淋淋的。
问:那是不是直接上气动夹具更省心?
答:这得看场景。气动响应快,干净,而且过载自动保护,不容易压坏工件。但它的刚性差,重切削时容易让刀振。有一回我拿气动卡盘干铸铁,整个机床都在唱歌,刀片寿命直接腰斩。所以,别想着一个方案通吃。话说回来,如果你做的铝件、薄壁件,气动倒挺合适,至少能保住尺寸。
自动化浪潮下,手动夹具还有活路吗?
现在到处都在喊工业4.0、智能制造,好像不上个机器人快换、零点定位都不好意思和人打招呼。可我告诉你,去年我帮一个小厂改造一条泵体线,他们原先一水儿的自动化液压夹具,结果换型要调半天,操作工骂娘。后来我们保留了一部分手动定位、手动锁紧的单元,反而效率上来了。
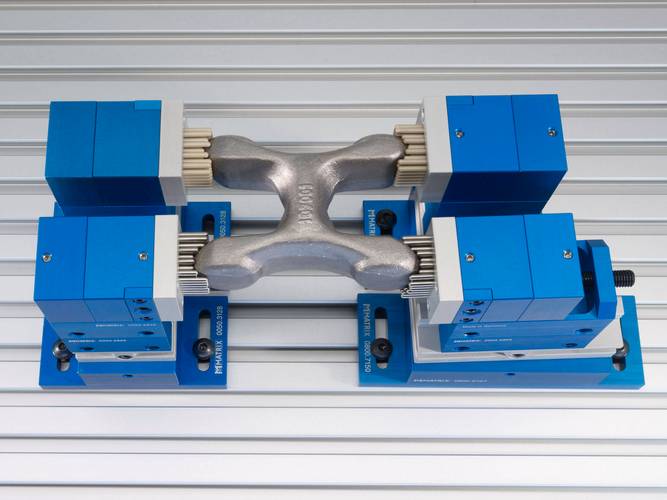 柔性制造单元夹具快换方案实物
零点定位系统是个好东西,我承认。它对提高换型效率简直是革命性的,尤其是配卧加,托盘交换一秒完成。但是!零点定位盘对碎屑敏感得要命,你切屑液过滤不好,定位面上沾点小颗粒,精度就完了。有一次,就因为零点定位面上有道肉眼难辨的划痕,导致整批箱体孔系位置度超差,半夜十二点我在车间挨个复检,那滋味……
问:那手动夹具是不是该淘汰了?
答:看批量。如果是多品种小批量,手动快换有时候比自动的还快。一套设计精巧的手动组合夹具,花十分钟换上,开始干活,不比调机器人示教慢。而且便宜,一套自动快换随随便便几万块,小厂受不了。不过,如果你是大批量、高节拍,那还是老老实实上自动化,液压、气动、甚至电磁夹具往上怼,不然人是扛不住的。
柔性制造单元夹具快换方案实物
零点定位系统是个好东西,我承认。它对提高换型效率简直是革命性的,尤其是配卧加,托盘交换一秒完成。但是!零点定位盘对碎屑敏感得要命,你切屑液过滤不好,定位面上沾点小颗粒,精度就完了。有一次,就因为零点定位面上有道肉眼难辨的划痕,导致整批箱体孔系位置度超差,半夜十二点我在车间挨个复检,那滋味……
问:那手动夹具是不是该淘汰了?
答:看批量。如果是多品种小批量,手动快换有时候比自动的还快。一套设计精巧的手动组合夹具,花十分钟换上,开始干活,不比调机器人示教慢。而且便宜,一套自动快换随随便便几万块,小厂受不了。不过,如果你是大批量、高节拍,那还是老老实实上自动化,液压、气动、甚至电磁夹具往上怼,不然人是扛不住的。
精度——看不见的成本杀手
很多老板只盯着夹具的单价,却不知道,精度衰减带来的报废、返修、调机时间,才是真正咬利润的东西。我之前经手一个转向节项目,产能一直提不上来,查来查去,问题出在夹具的定位销上。那销子淬火硬度不够,用了两个月,单边磨损了0.03毫米。别小看这3丝,直接导致加工孔的位置度波动,三坐标一测,CPK掉到0.6,根本没法交样。
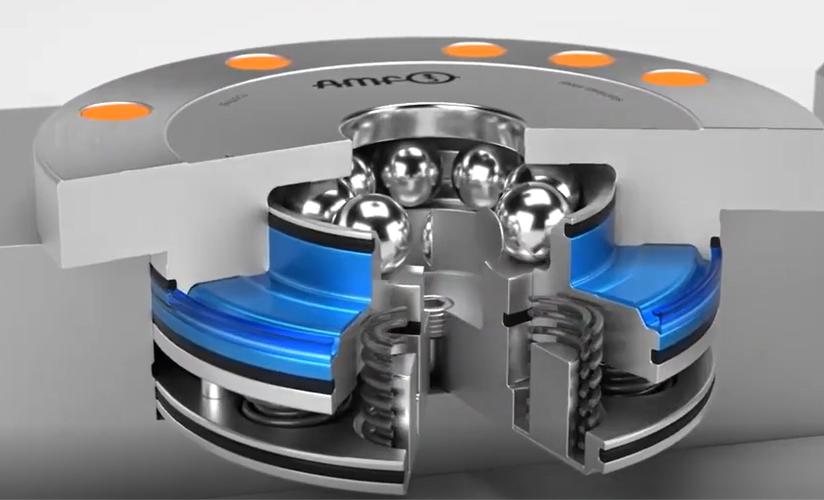 高精度零点定位系统内部结构
最后我们把定位销材料换成铬钢,热处理做到HRC60以上,成本增加了不到两百块,但产线节拍稳定了,废品率从5%降到0.3%。两百块 vs 五万块的报废损失,这笔账哪个老板不会算?但偏偏很多采购就盯着那两百块死抠。唉。
问:怎么判断夹具需要改造或更换了?
答:当你的调机时间占到这个工序总加工时间的15%以上,或者CPK连续三批低于1.33,就别犹豫了。先检查夹具定位面和夹紧元件,拿蓝丹测接触,该修的修,该换的换。还有一个偷懒但有用的办法:定期往夹具的关键接触面上贴一层薄薄的铜皮或高分子耐磨垫,磨损了就换垫,保护基准面。这招对一些铸铁壳体加工特别管用,我试了几年,稳得很。
说到底,工业夹具这行当,没多少黑科技,全是踩坑踩出来的经验。别迷信品牌,也别太信手册,相信你在现场看到的、听到的、测到的。有时候,一个不起眼的改良,比一堆昂贵的设备更能解决问题。
高精度零点定位系统内部结构
最后我们把定位销材料换成铬钢,热处理做到HRC60以上,成本增加了不到两百块,但产线节拍稳定了,废品率从5%降到0.3%。两百块 vs 五万块的报废损失,这笔账哪个老板不会算?但偏偏很多采购就盯着那两百块死抠。唉。
问:怎么判断夹具需要改造或更换了?
答:当你的调机时间占到这个工序总加工时间的15%以上,或者CPK连续三批低于1.33,就别犹豫了。先检查夹具定位面和夹紧元件,拿蓝丹测接触,该修的修,该换的换。还有一个偷懒但有用的办法:定期往夹具的关键接触面上贴一层薄薄的铜皮或高分子耐磨垫,磨损了就换垫,保护基准面。这招对一些铸铁壳体加工特别管用,我试了几年,稳得很。
说到底,工业夹具这行当,没多少黑科技,全是踩坑踩出来的经验。别迷信品牌,也别太信手册,相信你在现场看到的、听到的、测到的。有时候,一个不起眼的改良,比一堆昂贵的设备更能解决问题。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业夹具选型避坑指南:那些年我们交过的学费
文章链接:https://www.zystgy.cn/a/52193