说实话,第一次见激光清洗,我真以为谁在变魔术。
2018年,天津一家轴承厂。车间里飘着刺鼻的煤油味,几个工人正在用喷砂机处理出口德国的轴承套圈。噪音震耳欲聋,粉尘到处飘。角落里却有个新玩意儿——一个细胳膊细腿的光头上面连着光纤,对准锈迹斑斑的金属表面,只听见轻微的“啪啪”声,不到三秒,锈没了,露出银白色的金属光泽。我脱口而出:“这不就是工业级的橡皮擦吗?”旁边老工程师撇撇嘴:“橡皮擦?这东西能在不碰金属的情况下把微米级的涂层剥掉,你那橡皮擦行吗?”我脸一红,但心里那团火腾就起来了。这东西,得好好琢磨琢磨。
为什么我们忍了传统清洗这么多年?
干过工业的都懂。清洗无非那几招:喷砂、化学浸泡、超声波、甚至拿钢丝球硬蹭。喷砂的粉尘够你咳半辈子,工人得全副武装像生化危机。化学清洗呢?强酸强碱泡完,废水处理是个无底洞。超声波对复杂内腔又够不着,而且这玩意儿对亚微米级的洁净度要求一旦提上来,就没辙了。更要命的是,工艺参数全靠老师傅手感,今天心情不好,明天工件就给你打磨过切。一致性?不存在的。
激光清洗就不一样了。一束光,没有物理接触,没有化学药剂,能耗只有喷砂的几分之一。最重要的是,它能精准控制能量密度——只对污染物起作用,基材几乎毫发无损。记得有次我去看激光洗铝制模具,洗完之后表面粗糙度居然还降低了。我当时就在想,这技术是不是有点太“逆天”了。
一束光,凭什么能把锈“照”没?
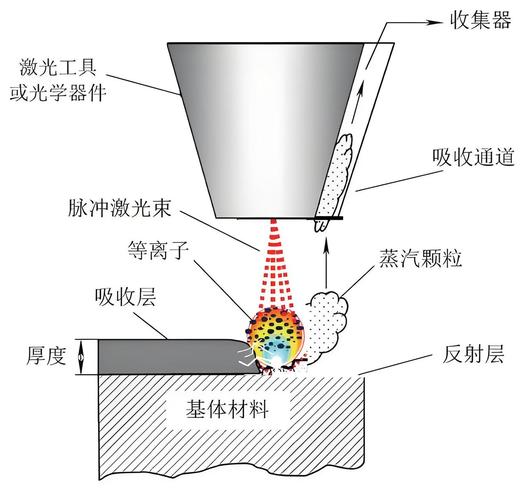
原理其实不神秘,但很巧妙。简单说,就是利用高能量、短脉冲的激光束照射工件表面。污染物(比如铁锈、油漆、油污)吸收激光能量后,要么瞬间汽化,要么因为热膨胀产生的应力从基材上崩飞。因为脉冲时间极短(纳秒甚至飞秒级),热量来不及传导到基底,所以金属本体温度几乎不变。这过程就叫“烧蚀”和“热弹性剥离”。
有读者肯定要问了——
问:激光清洗真的不伤金属表面吗?我总觉得用光打上去肯定要烧坏。
答:这是最常见的误解。激光清洗的关键就在参数匹配。每种污染物都有它的“清洗阈值”——能量密度达到这个值,污染物被清除;而基材有更高的“损伤阈值”。只要你把激光能量控制在两个阈值之间,就能完美清洗而不伤基材。实际应用中,我们甚至用激光清洗过几百微米厚的钛合金叶片,洗完后用显微镜检查,连划痕都没有。当然,前提是你得找对设备、调对参数。千万别买个几千块的玩具机就去洗精密模具,那会哭的。
哪些行业正在“偷偷”换装?

说出来你可能不信,最早用激光清洗大规模换装的是轮胎模具厂。轮胎模具花纹复杂,传统喷砂或者干冰清洗死角多,效率低。用激光一扫,又快又干净,模具还在机床上不用拆。然后是航空航天——航空发动机叶片涂覆前需要去除氧化层,激光清洗能得到极低的表面粗糙度,让涂层结合力提升一个量级。我去过一个做飞机起落架的厂子,他们现在全部用激光取代酸洗钝化,环保检查再也不用东躲西藏了。
最近几年,文物保护也开始用。石像、青铜器的锈蚀和污垢,轻轻一扫,宛如新生,而且没有二次损伤。有个修复敦煌壁画的老师告诉我,用激光清洗壁画上的油烟积累,效果堪比绣花。✅
问:那普通工厂想上激光清洗,最担心啥?肯定是成本吧?
答:成本确实不低,但看你怎么算。一台百瓦级的光纤激光清洗机,十几万到几十万不等。相比传统清洗,抛开机器的固定投入,你省下了耗材(沙子、药剂、喷头)、废水处理、以及人工。我们有个客户,做汽车活塞的,用激光替代化学清洗后,一年省了三十万的废液处理费。而且良品率提高了2%,这笔账算下来,设备成本两年就回来了。不过,我得泼盆冷水:这行水也深,有的厂家虚标功率,用劣质激光器,洗两天就衰减,售后还找不到人。❗买之前一定要实地打样,看清洗效果光谱分析报告。
选设备时,我踩过的坑和学到的乖
参数表上那一堆数字真的容易让人眼花。脉冲宽度、重复频率、扫描速度、光斑直径……每个都影响效果。我自己的经验:先看激光器类型。光纤激光器寿命长、免维护,适合工业现场;固体激光器在一些精细加工上更好,但娇贵。脉冲宽度最好可调,洗锈用纳秒,洗涂层可能要用到微秒甚至连续波模式。冷却系统别忽视——风冷虽然方便,大功率长时间干活必须水冷,不然光衰让你肉疼。
手持式还是自动化?这个简单:如果你工件大且形状不规则,手持灵活;如果是流水线批产,搭个机器人工作站吧,不然工人手酸不说,一致性也保证不了。⚠️还有!安全防护一定要到位——激光反射到眼睛里可不是闹着玩的,必须戴专用防护眼镜,工作区域要封闭隔离。
最后几句掏心窝的话

激光清洗不是万能药。它擅长的是表面去污、除氧化皮、预处理。但你要对付几毫米厚的板结水泥,那还是老老实实上机械方法。它带来的是一种理念变革——清洗不再是粗放的后处理,而可以成为精密制造的一环。我觉得,未来五到十年,随着激光器成本下降,它会和激光打标、焊接一样普及。
如果你问我值不值得关注?我的回答是:现在不留意,五年后可能就被同行甩开了。