2026-06-05 16:27:44 作者:网编
分类:文章
去年秋天,我去山东一家热处理厂,刚走近多用炉就听见嘶嘶的漏气声。车间主任老刘叼着烟,拿肥皂水往管路上一糊——噗,泡泡冒得跟螃蟹吐沫似的。‘氮气不纯,白干一炉’,他狠狠碾灭了烟头。那批齿轮渗碳后表面硬度直接掉到HRC 52以下,全废了。说真的,氮气这东西,无色无味,看不见摸不着,可一旦你疏忽它… 损失是按吨算的。
热处理中的“隐形守护者”
很多人以为热处理就是烧红了往油里一扔,大错特错。现代可控气氛热处理,氮气扮演着载气、稀释气甚至安全吹扫气三重角色。比如渗碳,你通进去的其实是氮气+甲醇+富化气,氮气占比能到40%~60%。它不起渗碳作用,但没了它,炉内碳势波动得让你怀疑人生。
 工业氮气热处理炉内部氛围管道
纯度不够会怎样?氧含量一高,表面脱碳、内氧化说来就来。我见过最离谱的案例:一家齿轮厂贪便宜买了99.5%的普氮,结果齿轮表面出现沿晶氧化,疲劳寿命直接砍掉70%。对于关键件,氮气纯度低于99.999%就是在赌博。这不是危言耸听,齿轮崩齿、轴承剥落,很多源头就在这儿。
问:为什么热处理保护气氛非要用氮气,不能用氩气或者二氧化碳?
答:氩气当然更好,化学更稳定,但一瓶子一百多块,你舍得?氮气靠空气分离就能拿,成本只有氩气的五分之一不到。至于二氧化碳,高温下会分解产生氧,反而帮倒忙。氮气胜在性价比,而且密度和空气接近,炉内置换快,容易建立稳定气流分布。不过要注意——如果处理钛合金,氮气会形成脆性氮化层,那时就得氩气硬着头皮上了。
工业氮气热处理炉内部氛围管道
纯度不够会怎样?氧含量一高,表面脱碳、内氧化说来就来。我见过最离谱的案例:一家齿轮厂贪便宜买了99.5%的普氮,结果齿轮表面出现沿晶氧化,疲劳寿命直接砍掉70%。对于关键件,氮气纯度低于99.999%就是在赌博。这不是危言耸听,齿轮崩齿、轴承剥落,很多源头就在这儿。
问:为什么热处理保护气氛非要用氮气,不能用氩气或者二氧化碳?
答:氩气当然更好,化学更稳定,但一瓶子一百多块,你舍得?氮气靠空气分离就能拿,成本只有氩气的五分之一不到。至于二氧化碳,高温下会分解产生氧,反而帮倒忙。氮气胜在性价比,而且密度和空气接近,炉内置换快,容易建立稳定气流分布。不过要注意——如果处理钛合金,氮气会形成脆性氮化层,那时就得氩气硬着头皮上了。
模具工的“隐形肌肉”——氮气弹簧
做模具的兄弟肯定懂,氮气弹簧就是个出力大还不占地方的狠货。一个直径32mm的氮气弹簧,初始弹力轻松上到200公斤,而普通矩形弹簧要好几组才能达到。现在汽车覆盖件模具,斜楔、翻边、顶出… 没它真没法干活。
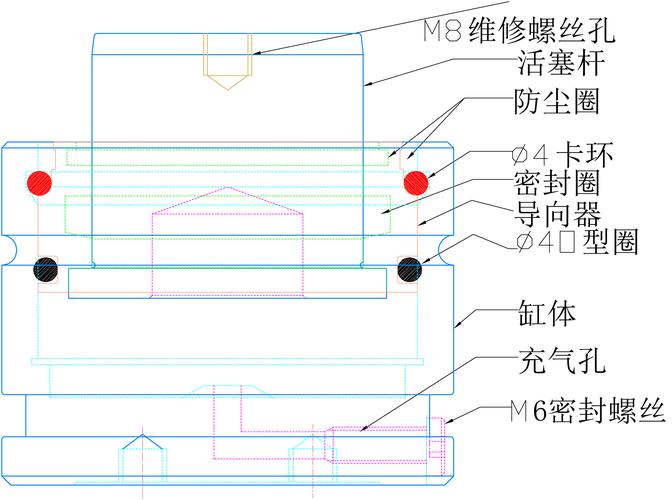 模具氮气弹簧结构剖面图
可这东西娇贵着呢。说起来都是泪:去年夏天,我们给一个翼子板模具配了四支氮气弹簧,用了不到两周,压力从150bar掉到90bar。拆开一看,密封圈被磨损的铁屑划出沟槽,氮气分子小,顺着就跑了。后来强制在气路前端加5微米过滤器,才算消停。
问:氮气弹簧压力下降快,除了漏气还有什么原因?
答:很多人忽略热膨胀。模具在压机上连续冲,温度能到六七十度,氮气压力随温度涨得离谱。如果你冷态充到标称压力,热了就超压,把密封件挤坏,反而漏得更快。正确做法是根据工况预留压力窗口,或者用带温度补偿的高端型号。再一个,充气时一定用干燥的高纯氮气,水分进去了,内部锈蚀才是慢性毒药。
模具氮气弹簧结构剖面图
可这东西娇贵着呢。说起来都是泪:去年夏天,我们给一个翼子板模具配了四支氮气弹簧,用了不到两周,压力从150bar掉到90bar。拆开一看,密封圈被磨损的铁屑划出沟槽,氮气分子小,顺着就跑了。后来强制在气路前端加5微米过滤器,才算消停。
问:氮气弹簧压力下降快,除了漏气还有什么原因?
答:很多人忽略热膨胀。模具在压机上连续冲,温度能到六七十度,氮气压力随温度涨得离谱。如果你冷态充到标称压力,热了就超压,把密封件挤坏,反而漏得更快。正确做法是根据工况预留压力窗口,或者用带温度补偿的高端型号。再一个,充气时一定用干燥的高纯氮气,水分进去了,内部锈蚀才是慢性毒药。
现场制氮:省钱还是给自己挖坑?
 现场制氮:省钱还是给自己挖坑?
氮气用量大的厂子,肯定算过这笔账。瓶装气、液氮罐、还是买台制氮机?我亲手做过对比:如果每天用气量超过50Nm³,用PSA(变压吸附)制氮机+后级纯化,三年省出一套房首付不是玩笑。但——凡事就怕这个但。
制氮机买回来才是麻烦的开始。碳分子筛怕水、怕油,保养稍微跟不上,纯度就从99.99%跌到98%。空压机的含油量必须控制在0.003ppm以下,不然分子筛中毒,直接报废。另外,纯度检测不能只看机器面板的数字,那玩意儿是个电化学传感器,老化后虚高。必须定期用露点仪和氧分析仪比对。我曾经就在这上面栽过跟头,相信设备自带的纯度显示,结果给激光切割供的氮气氧含量超标,切割断面全是毛刺。客户退货—扣款—老板脸黑了好几天。
现在对保护气氛要求极端的场合,比如不锈钢光亮退火,直接上液氮。恒温箱里一立瓶,蒸发器哗哗一过,纯度稳稳99.999%,露点-70℃以下,就是贵。
说到底,氮气玩的是纯度、压力和露点三个数字。别信供应商那张笑脸,每次到货拿检测仪怼上去,气体成分、水、油都验一遍。自己用着放心。就好比老刘后来养成的习惯:每罐液氮都先放空阀口二十秒,闻味道、看结霜、再接上——你说能闻出什么?心理安慰呗。但工业就是这样,严谨里头带点强迫症,才不出大事。
现场制氮:省钱还是给自己挖坑?
氮气用量大的厂子,肯定算过这笔账。瓶装气、液氮罐、还是买台制氮机?我亲手做过对比:如果每天用气量超过50Nm³,用PSA(变压吸附)制氮机+后级纯化,三年省出一套房首付不是玩笑。但——凡事就怕这个但。
制氮机买回来才是麻烦的开始。碳分子筛怕水、怕油,保养稍微跟不上,纯度就从99.99%跌到98%。空压机的含油量必须控制在0.003ppm以下,不然分子筛中毒,直接报废。另外,纯度检测不能只看机器面板的数字,那玩意儿是个电化学传感器,老化后虚高。必须定期用露点仪和氧分析仪比对。我曾经就在这上面栽过跟头,相信设备自带的纯度显示,结果给激光切割供的氮气氧含量超标,切割断面全是毛刺。客户退货—扣款—老板脸黑了好几天。
现在对保护气氛要求极端的场合,比如不锈钢光亮退火,直接上液氮。恒温箱里一立瓶,蒸发器哗哗一过,纯度稳稳99.999%,露点-70℃以下,就是贵。
说到底,氮气玩的是纯度、压力和露点三个数字。别信供应商那张笑脸,每次到货拿检测仪怼上去,气体成分、水、油都验一遍。自己用着放心。就好比老刘后来养成的习惯:每罐液氮都先放空阀口二十秒,闻味道、看结霜、再接上——你说能闻出什么?心理安慰呗。但工业就是这样,严谨里头带点强迫症,才不出大事。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:氮气:车间里的透明狠角色,用不好真要命
文章链接:https://www.zystgy.cn/a/52104