干了十五年无损检测,说实话,超声波相控阵这玩意儿,刚出来那会儿我是不屑的。无非又是厂家炒概念,对吧?可后来被一个加氢反应器的环焊缝折腾得够呛——传统超声探头塞不进那个窄间隙坡口,射线又因为壁厚太狠根本打不透。你猜怎么着?最后是借了一套便携式相控阵,三天搞定了全部检测,缺陷定位精度比我手动画波幅曲线高了不止一个量级。这事儿让我彻底服气。
从那以后我就掉进相控阵的坑了。不过话说回来,这技术真不是买台设备就能玩转的。探头楔块与工件的耦合,聚焦法则的设置,还有现场干扰信号的辨识……哪一个环节出点幺蛾子,出来的图像就能让你怀疑人生。今天咱们就敞开了聊,不讲理论推导,只谈实战中踩过的泥潭和摸出来的门道。
相控阵凭什么比传统超声牛?
简单讲,传统超声就是一个晶片发一个固定角度的声束,你得靠移动探头来扫查焊缝区。而相控阵呢?一个探头里密密麻麻排列着几十甚至上百个独立晶片——通过电子控制激发时序,可以动态偏转和聚焦声束,相当于一次性发射一堆不同角度的超声波。这样一来,不动探头就能覆盖一个扇形区域,焊缝根部、坡口未熔合、热影响区的裂纹,全在扫描范围里。尤其那些几何结构复杂的工件,比如管座角焊缝、曲面工件,传统方法要换好几个探头反复扫,相控阵一个扫查架溜过去,数据全有了。
但!别被厂商宣传片忽悠了。分辨率高、速度快,前提是你得把工艺参数调到位。我见过太多人拿着预置的通用设置就去现场,回来一看图像全是噪声。记住了——聚焦深度必须根据实际壁厚和声程仔细算,角度步进不能贪大,小于1°才靠谱。不然所谓的“真实缺陷”可能只是声束扩散导致的假象。
现场最头疼的三个问题
耦合!耦合!还是耦合! 在车间里检测平面焊缝,用自动扫查架配水耦合,爽得飞起。一到高空管线或者锈蚀严重的在役设备,耦合剂不是往下流就是被铁锈吸收,底波衰减得没法看。我的土办法:用高粘度蜂蜜状耦合剂,甚至洗衣粉增稠液,外加在探头楔块上提前贴一层薄胶带防磨损——虽然声能损耗增加一点,但比数据断断续续强十倍。
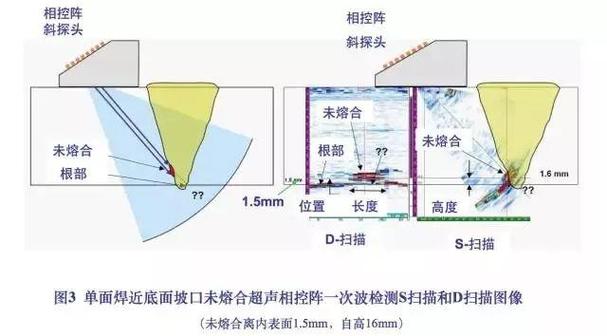
几何信号还是缺陷信号? 这是新手最容易栽跟头的地方。焊缝余高、焊瘤、错边,在S扫描图像上会形成轮廓反射,位置固定,波幅可能还挺高。有一回一个学员指着屏幕上焊缝根部的一个强信号大喊“找到未焊透了!”我调出B扫一看,信号随探头移动稳定出现,且与根部结构位置完全吻合——典型的几何回波。分辨的诀窍在于观察动态波形和三维视图,缺陷信号往往有随机性,而几何信号是可重复的,记住这条能省掉很多误判。
数据判读的疲劳战。 相控阵扫一次生成几十GB的数据,一个个切片看下来,眼睛真能瞎。后来我强迫团队规定:每分析30分钟必须休息5分钟,而且必须两个持证人员背靠背独立判读,再比对结果。没错,效率降低,但漏检率直接从6%降到了0.5%!这世上哪有又轻松又精准的活儿?
实战问答:相控阵检测的纠结事
问:我们自己厂里有锻件需要检测,不知道能不能用相控阵替代常规超声?
答:完全能,而且效果更好——前提是锻件的晶粒度不能太粗。如果材料是奥氏体不锈钢或者铸件,声束衰减和散射严重,相控阵的优势就被压下去了,信噪比可能还不如传统大晶片探头。我的建议:先切一小块试块用相控阵打打看,拿到信噪比数据再决定。别一上来就投钱买设备,结果发现材料不适用,那就傻眼了。
问:相控阵检测报告怎么让客户认可?总有人说新方法不如射线直观。
答:唉,这种观念斗争我经历太多了。射线底片看起来确实直观,但体积型缺陷的检出率和壁厚限制摆在那儿。咱们的报告必须附上典型缺陷的S扫描、C扫描图像与射线底片对照,最好再把缺陷尺寸用相控阵的端点衍射法或双门法测出来,拿数据说话。一旦客户发现你给出的缺陷高度和实际解剖结果误差不超过1毫米,他下次巴不得让你用相控阵替代射线——又快又没辐射风险。

说一千道一万,无损检测就是个良心活。相控阵够先进,可它不省心。每一次标定、每一个耦合监视点、每一帧冻结的图像,背后都得有双较真的眼睛。有时候半夜惊醒,突然想起白天那条管道上的疑似信号,第二天还是乖乖跑回去复验。没办法,干这行就得信这个——看不见的伤,比看得见的疤更要命。
最后啰嗦一句:技术再牛,人也得撑得住。相控阵设备采购前,先看看自己队伍里有没有能吃透标准、肯钻工艺的人。否则,几十万的仪器搁在那儿接灰,还不如老老实实把常规UT干到极致。你说是不是?