齿轮这事儿,水挺深。干了二十年,我还是经常发现新坑。尤其精度这块,图纸上一标DIN 6级,你以为万事大吉?现场咔咔响,客户嗷嗷叫,回头一查——全是套路。
精度标准到底有多少种?
ISO、DIN、AGMA、GB、JIS……光听就头大。说实话,大部分厂子也分不清。DIN 3962用的多,AGMA 2000美洲常见,咱们国标GB/T 10095基本照搬ISO。但注意啊,这些标准之间不是一一对应!你拿DIN 6级直接当GB 6级,大概率出问题。我见过最离谱的,图纸要求AGMA 11,结果车间按DIN 6干——差出去老远。为啥?分级体系压根不同,AGMA 11差不多是DIN 7的精度水平。这坑,踩过的人都知道疼。
检测项那么多,哪些是命根子?
齿距累积偏差Fp、齿形偏差ff、齿向偏差Fβ、径向跳动Fr……书上一列几十项。可真正要命的就几个。齿轮高速跑起来,噪音主要看齿形和齿距;承载力看齿向;至于径向跳动,更多是影响侧隙变化,调不好容易啃齿。不过话说回来,很多厂子的质检就卡一下Fr,拿个偏摆仪一打,出个报告,就算完活?简直胡闹。Fr才控制一个齿槽的跳动,齿距累积一塌糊涂它照样跑偏。
我还遇到过,齿轮箱装好以后空载噪音就大,拆检单件精度全合格,最后发现是齿距累积超差,动态啮合刚度波动太大。这种事儿,老老实实上齿轮测量中心才能抓出来。三坐标也能测,效率低点,对小批量还行。批量大的直接上双啮仪,综合质量快速筛选,✅好用。
热处理变形:精度杀手
磨齿之前明明精度5级,渗碳淬火以后,直接掉到8级,甚至9级。别惊讶,家常便饭。热处理变形这玩意儿,你只能预估,没法百分百控制。尤其薄壁齿圈,淬火完跟炸薯片似的翘曲。有些厂子聪明,留够磨量,淬后直接硬切,代价就是效率低、砂轮磨损快。还有用压淬夹具的,成本又上去了。所以,精度高不高,一半看磨齿,一半看热处理,这话一点不假。
我见过一家厂,做风电增速箱齿轮,模数16、外径800多,渗碳后椭圆0.3mm,磨齿费老劲了。他们后来改用感应淬火,变形是降了,但硬化层深度又不太够。折腾半年,最后调了渗碳工艺参数,油温、搅拌速度微调,变形才稳定在0.15以内。说白了,你得跟热处车间绑在一起试错,图纸上标个精度容易,落地全靠经验。
QA问答:精度等级是不是越高越好?
问:我们设计总是想把齿轮精度定到5级甚至4级,觉得越高越保险,这样对吗?
答:想多了。精度上去,成本是指数级增长。5级就得磨齿加珩磨或研齿,设备、时间、良品率都是钱堆出来的。还有,高精度齿轮对安装基准也敏感,轴、轴承、箱体孔位置度都得跟得上,不然齿轮精度没用武之地。一般工业减速器,6-7级足够;汽车变速箱,5-6级正常;航空、精密机床才需要4级以上。除非你有必须降噪到极致的需求,否则不用盲目追高。钱多烧的随便啊,当我没说。
问:为什么我们齿轮检测报告全合格,装机还有异响?
答:这种魔幻现实我见太多了。原因一,检测项目不全。可能只测了径向跳动和公法线,没测齿形、齿向,更别说顶尖联测时的齿距累积。原因二,齿轮精度指的单个齿轮,但啮合质量还要看配对齿轮的累计误差、箱体中心距偏差、轴承游隙。原因三,动态特性:齿轮高速离心力、热膨胀、油膜刚度都会影响实际啮合。所以检测报告只是个基础门槛。想根治异响,得做配对啮合检查,有条件上单啮仪,看传动误差曲线,那才是真章。
齿面粗糙度:看不见的精度黑洞
很多人以为精度就是宏观的齿形齿向,大错特错。齿面粗糙度直接影响油膜形成和微点蚀。磨齿纹理要讲究,纵磨还是展成磨,纹理方向不同,噪音表现也不同。特别是高速齿轮,微米级的粗糙度差异,能让你降噪的努力全泡汤。我记得有个项目,齿轮精度明明5级,噪音就是压不住,最后拿白光干涉仪一测,齿面波纹度异常,磨齿砂轮修整间隔太长导致。调整后,瞬间安静了。所以,粗糙度不只是个数字,它是一种工艺控制的体现。
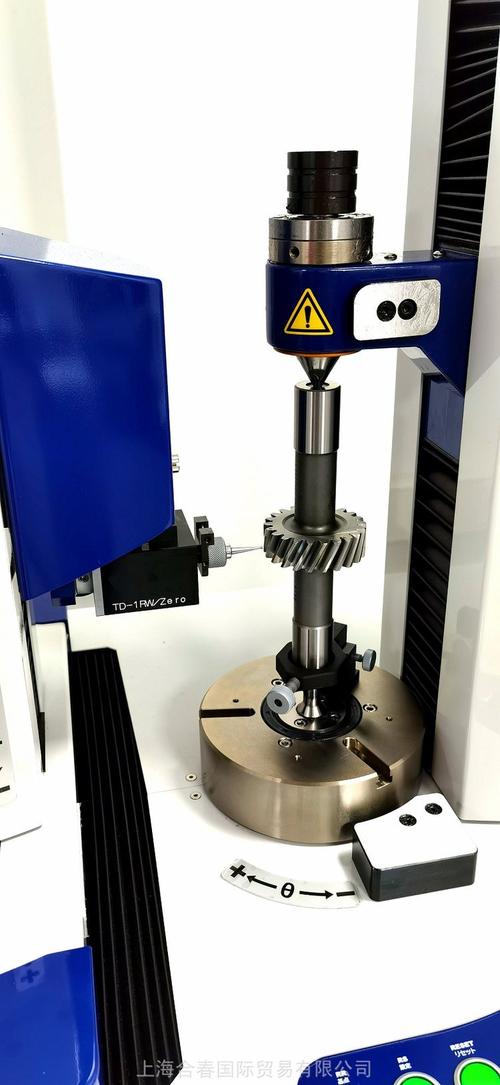
设备怎么选?钱往哪花?
小作坊买个台式偏摆仪对付也行;正规军必须上齿轮测量中心。进口的Klingelnberg、Gleason,一台几百万;国产的比如哈尔滨精达、爱德华,几十万也能用,精度差点意思,但日常够。你要是量超大,汽车行业那种,直接上线边双啮仪,一个齿轮几秒钟,效率飞起。三坐标灵活性好,但齿轮测量程序得自己开发,或者买插件。说实话,养一台齿轮测量中心,光每年校准、测针损耗、维护就不少钱。小厂送第三方检测更划算,就是周期长点。
QA问答:测量环境与老方法
问:齿轮精度的测量环境有要求吗?我们车间温度变化大,会不会影响结果?
答:太会了!钢的线膨胀系数在那里,一米长的工件,温度差10℃,长度能差0.1mm。高精度齿轮测量必须恒温,一般要求20±1℃,至少也要±3℃。工件和仪器要等温充分,大齿轮放一天都不一定均衡。我见过冬天没暖气,早上一测超差,下午再测又合格了,就是温度闹的。所以,别拿千分尺在风口量,结果不靠谱。
问:我们车间习惯用实物基准齿轮来对研检查,这种老办法靠谱吗?
答:哈哈,这法子有年头了。靠啮合接触斑点判断,确实直观,能看到偏载、齿廓误差引起的接触区变化。但缺点也明显:基准齿轮自己总会磨损,得定期校准;而且依赖老师傅的眼力,定性多于定量。现在讲究数据化,建议还是上仪器。如果你只是做生产一致性筛选,双啮仪配一个经过计量的标准齿轮,便宜又高效。别小看老办法,经验丰富的师傅摸一摸、听一听,比有些新手看报告还准,人机合一嘛,但不能当唯一手段。
最后几句掏心窝的
齿轮精度控制是个系统工程,从设计选型、热处理、加工到检测,一环掉链子,全盘稀碎。别死磕图纸上的等级数字,多下车间看变形、测动态、听反馈。有时候,一个稳定的7级比一个不稳定的5级更靠谱。我这些年踩的坑,总结就两条:一是永远别信理论计算能准确预测变形,留够余量,实验修正;二是检测必须覆盖动态行为,不然就等着售后给你上课。