2026-06-04 12:31:48 作者:网编
分类:文章
上个月厂里那台数控机床突然趴窝,检修时发现主轴轴承滚道剥落得跟被狗啃过似的——这颗 SKF 轴承才换上三个月啊!车间主任脸都绿了。拆下来一查,游隙选错了。C3 的硬给装成 C0,运行时热膨胀顶死,无异于让博尔特穿着小鞋跑百米。这事儿我憋了几天,觉得非得写出来,不然还会有无数人掉同样的坑。
轴承代号里的暗语,你读懂了么?
说实话,每次看到采购单上只写个“6205”,我都想摔电话。后置代码才是灵魂!比如 6205-2RS1/C3——-2RS1 是双面胶盖密封,C3 意味着径向游隙比普通大一个等级。很多人压根不看这些,觉得型号对就能装。6308 和 6308-ZZ 能一样?后者带金属防尘盖,前者敞口,你往粉尘车间一塞,半月就磨废。❗游隙代码直接决定轴承寿命,特别是高温高速场合。C0 标准游隙在 80℃ 以上工况就是自杀。我见过某水泵厂批量退货,全是游隙没降档——电机升温后轴膨胀,轴承内圈抱死。
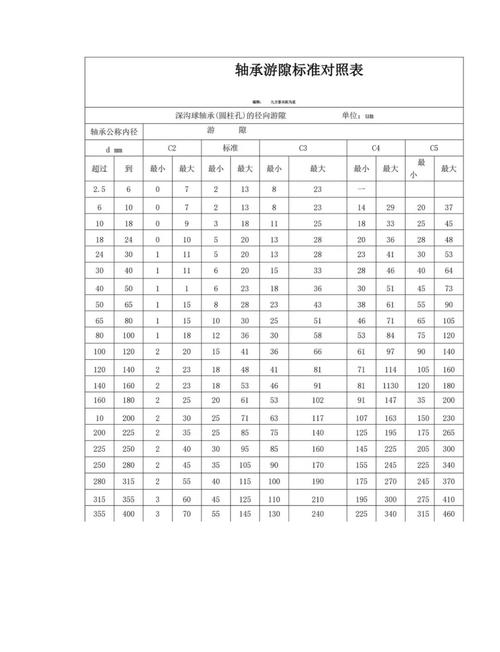 工业轴承代号详解 游隙示意图
更有意思的是保持架。黄铜实体的?冲压钢的?还是玻璃纤维增强尼龙?没人问。其实尼龙架在 120℃ 以上会软化变形,轴承散架分分钟的事。去年帮一家注塑机厂查异响,发现他们把滚针轴承的尼龙架放进了热油润滑系统里……我都不忍心拍照。
工业轴承代号详解 游隙示意图
更有意思的是保持架。黄铜实体的?冲压钢的?还是玻璃纤维增强尼龙?没人问。其实尼龙架在 120℃ 以上会软化变形,轴承散架分分钟的事。去年帮一家注塑机厂查异响,发现他们把滚针轴承的尼龙架放进了热油润滑系统里……我都不忍心拍照。
安装:别以为敲进去就完事
“不就是压进去嘛!”——这话我听了想骂人。冷装时锤子直接敲滚道,赫兹接触应力瞬间超标,肉眼看不见的微裂纹已经埋下了。✅ 正确做法:用套筒垫着内圈,施加平稳压力。稍大点的轴承得油浴加热,温度绝不能超 120℃,否则材料硬度会下降,磨损失效提前。
问:为什么有些轴承明明型号对,装上去就是发热严重?
答:多半是安装时内圈配合过紧,游隙完全消失。热态下金属一膨胀,轴承就跟轴较劲——温升能飙到 100℃ 以上。游隙值要用塞尺实测,不能光看标签。另外,轴承座同心度不对也是常见杀手,调心轴承都救不回来。
 工业轴承错误安装导致损伤 实物图
再一个容易被忽略的细节:紧定套。锁定螺母扭矩过大,会使套筒胀裂内圈,直接废掉。有次调试转轴,工人用加长扳手猛拧,我说你这不是紧固,是上刑。低头摸了一下,轴承转起来“沙沙”响,剥离的金属颗粒已经进了滚道。💡 锁紧时务必按厂家扭矩值操作,到临界点手感会突变,老手能感觉出来。
工业轴承错误安装导致损伤 实物图
再一个容易被忽略的细节:紧定套。锁定螺母扭矩过大,会使套筒胀裂内圈,直接废掉。有次调试转轴,工人用加长扳手猛拧,我说你这不是紧固,是上刑。低头摸了一下,轴承转起来“沙沙”响,剥离的金属颗粒已经进了滚道。💡 锁紧时务必按厂家扭矩值操作,到临界点手感会突变,老手能感觉出来。
润滑:别以为加黄油就万事大吉
 润滑:别以为加黄油就万事大吉
说到润滑,又是一个重灾区。很多人认为润滑脂越多越好,把轴承腔塞得密不透风——搅拌热急剧上升,脂会提前老化结焦。高速主轴轴承,填脂量控制在全空腔的 30% 左右,低速重载才到 50%。过量反而短命,多讽刺。
问:锂基脂、复合钙、聚脲……该怎么选?
答:不用纠结,看工况。基础油粘度决定油膜厚度。高速轻载选低粘度、抗剪切好的脂,比如全合成 PAO 基底;重载冲击就上 EP 极压添加剂。另外,不同基脂混用会软化流失——曾经有个厂把锂基和聚脲脂混合,结果轴承发烫变干,滚道像砂纸。清洗干净再换脂,这个懒偷不得。
还有一种看不见的杀手:水分入侵。潮湿环境或水冲刷,密封盖就很重要了。接触式橡胶盖效果好但扭矩大,非接触式铁盖高速更适用。如果看到轴承内部有红褐色的点蚀,那就是微动腐蚀,往往是运输振动或配合面微滑移造成的。这时候必须用抗磨涂层或选带密封的型号,可惜大多数图纸上不改。
最后啰嗦一句,轴承的振动频谱分析越来越普及,但不要见到频谱有峰值就换轴承。有时只是润滑不良,有时是轴不对中。拆下前先做冲击脉冲检测,确认滚动体有缺陷再动手。乱换不仅浪费钱,更掩盖了真正故障源。一颗好轴承,选对、装对、养对,能用十几年;败起来就是三分钟的事——这行的经验,全藏在细节褶皱里。
润滑:别以为加黄油就万事大吉
说到润滑,又是一个重灾区。很多人认为润滑脂越多越好,把轴承腔塞得密不透风——搅拌热急剧上升,脂会提前老化结焦。高速主轴轴承,填脂量控制在全空腔的 30% 左右,低速重载才到 50%。过量反而短命,多讽刺。
问:锂基脂、复合钙、聚脲……该怎么选?
答:不用纠结,看工况。基础油粘度决定油膜厚度。高速轻载选低粘度、抗剪切好的脂,比如全合成 PAO 基底;重载冲击就上 EP 极压添加剂。另外,不同基脂混用会软化流失——曾经有个厂把锂基和聚脲脂混合,结果轴承发烫变干,滚道像砂纸。清洗干净再换脂,这个懒偷不得。
还有一种看不见的杀手:水分入侵。潮湿环境或水冲刷,密封盖就很重要了。接触式橡胶盖效果好但扭矩大,非接触式铁盖高速更适用。如果看到轴承内部有红褐色的点蚀,那就是微动腐蚀,往往是运输振动或配合面微滑移造成的。这时候必须用抗磨涂层或选带密封的型号,可惜大多数图纸上不改。
最后啰嗦一句,轴承的振动频谱分析越来越普及,但不要见到频谱有峰值就换轴承。有时只是润滑不良,有时是轴不对中。拆下前先做冲击脉冲检测,确认滚动体有缺陷再动手。乱换不仅浪费钱,更掩盖了真正故障源。一颗好轴承,选对、装对、养对,能用十几年;败起来就是三分钟的事——这行的经验,全藏在细节褶皱里。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业轴承选型避坑指南:那些老师傅打死也不会说的秘密
文章链接:https://www.zystgy.cn/a/51984