2026-06-04 12:20:43 作者:网编
分类:文章
那天半夜两点,电话把我从梦里拽出来——生产线停了。泵轴封喷得像喷泉,操作工喊破嗓子:‘又漏了!’ 我盯着满地油污,心里骂了句脏话。干了二十年设备维护,工业密封这点事儿,说简单吧,一个O形圈几块钱;说复杂,它能让你赔掉几百万订单。
 工业密封泄漏现场 油污泵轴
工业密封泄漏现场 油污泵轴
为什么看似简单的密封总让人头疼?
说实话,教科书上那套理论,现场能对上号的不超过三成。静态密封——比如法兰垫片,理论上拧紧螺栓就完事儿,可你见过螺栓拉长把法兰压变形的吗?我见过。动态密封更离谱,机械密封端面比头发丝还平,却可能因为一粒砂子彻底报废。你肯定会问,那为什么不选更好的密封件?哈,问题就在这儿。
问:是不是越贵的密封件就越可靠?
答:完全不是。我见过一个化工厂,给普通离心泵装了套价值两万的集装式机械密封,结果三个月就漏。拆下来一看,冲洗方案根本没接对,端面干磨烧成了麻脸。密封件就像西装,定制的才合身——你得看介质、温度、压力、转速,甚至启动频率。盲目堆高配,除了让采购成本翻倍,只剩下拆机时的心疼。
那些被忽视的微观战场
记得有次处理一个氨气压缩机泄漏,查了三天没找到原因。密封环、轴套、动静环全换了新件,试车还是漏。最后拿放大镜看轴表面——0.05毫米的螺旋形磨痕!这玩意儿是上次维修时轴套没做热处理,运转中产生了微动磨损。密封唇口骑在这样的‘搓衣板’上,不漏才见鬼。
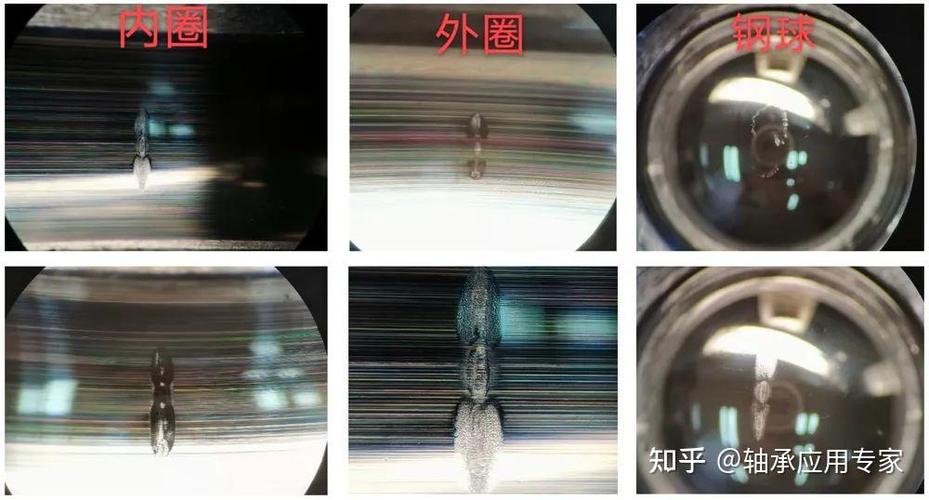 轴表面微动磨损显微放大图
搞密封的都知道,泄漏通道往往肉眼不可见。PTFE唇口能封住0.1微米的气体,但因为安装时的不小心,指甲划一道浅痕,就形成永久性的泄漏路径。还有人迷信填料密封便宜耐用,拼命压紧压盖,结果轴功率上去了,填料烧成碳块,轴也磨出深沟——这种省钱法,最后连轴都要换掉。
问:填料密封真的过时了吗?
轴表面微动磨损显微放大图
搞密封的都知道,泄漏通道往往肉眼不可见。PTFE唇口能封住0.1微米的气体,但因为安装时的不小心,指甲划一道浅痕,就形成永久性的泄漏路径。还有人迷信填料密封便宜耐用,拼命压紧压盖,结果轴功率上去了,填料烧成碳块,轴也磨出深沟——这种省钱法,最后连轴都要换掉。
问:填料密封真的过时了吗?
答:看场合。在污水泵、泥浆泵这些地方,填料反而比机械密封皮实,因为不怕颗粒冲击。关键是要控制泄漏量,每分钟允许漏个几十滴,既能润滑冷却,又能带走杂质。可很多一线操作工见不得一点水,死命紧螺栓,等于把填料往死里逼。我见过最夸张的,加盘根时用锤子砸,结果填料箱被撑裂了。所以不是填料不行,是用的人太粗暴。
选型不是查手册那么简单
 选型不是查手册那么简单
翻开任何一本密封选型手册,密密麻麻的工况参数能让你头晕。很多时候,专家系统推荐的东西到了现场就是水土不服。比如高速旋转设备,手册会建议用非接触式干气密封——听起来完美,但现场必须配可靠的过滤和干燥气源。气源里一旦带液,动静环瞬间贴死,撕裂密封面。这些坑,手册不会告诉你。
再比如,高温工况下,很多人盯着密封材料的耐温等级,却忽略了配对材料的线膨胀系数差异。陶瓷环配不锈钢座,温度一上来,过盈配合松脱,环跟着轴转。你拆下来看到那个磨损轨迹,哭笑不得——设计的人怕是没上过热力学第二定律的课。
我自己这些年养成个习惯:做密封改型时,先找车间最老的那个钳工聊十分钟。他可能说不出“PV值”、“雷诺数”,但他会告诉你:“上次那台泵,用这种圈,热的时候装进去冷了就松,加点水玻璃就行。”——这就是活的工程智慧,比任何软件输出都值钱。
选型不是查手册那么简单
翻开任何一本密封选型手册,密密麻麻的工况参数能让你头晕。很多时候,专家系统推荐的东西到了现场就是水土不服。比如高速旋转设备,手册会建议用非接触式干气密封——听起来完美,但现场必须配可靠的过滤和干燥气源。气源里一旦带液,动静环瞬间贴死,撕裂密封面。这些坑,手册不会告诉你。
再比如,高温工况下,很多人盯着密封材料的耐温等级,却忽略了配对材料的线膨胀系数差异。陶瓷环配不锈钢座,温度一上来,过盈配合松脱,环跟着轴转。你拆下来看到那个磨损轨迹,哭笑不得——设计的人怕是没上过热力学第二定律的课。
我自己这些年养成个习惯:做密封改型时,先找车间最老的那个钳工聊十分钟。他可能说不出“PV值”、“雷诺数”,但他会告诉你:“上次那台泵,用这种圈,热的时候装进去冷了就松,加点水玻璃就行。”——这就是活的工程智慧,比任何软件输出都值钱。
情绪与理性:从事故中学会敬畏
有次去一个海上平台处理泄漏,高压油气混合体把密封面冲出个缺口。设备价值上亿,停产一天损失七百万。所有人盯着我,那种压力我现在还记得。拆解后发现,故障原因仅仅是一个定位销在装配时没敲到位,导致动环倾斜。就是这个倾斜,引发了流体动压效应,推力平衡被打破,端面歪斜磨损。一个小小的销子,酿成大祸。
做这行久了,对工业密封有一种病态的敏感。路过一台设备,听见轻微的“嘶嘶”声,心里就咯噔一下。有时候半夜惊醒,脑子里还在过白天看到的那个油雾痕迹。不是夸大,密封是工业设备的最后一道防线——它失效,意味着能耗、污染、停工、甚至爆炸。可它又是那么脆弱。
后来我自己总结,好的密封设计,不是堆砌技术,而是理解边界条件:材料在极限温度下的蠕变、弹性体在溶胀后的硬度变化、弹簧在腐蚀环境中的疲劳……这些细节,只有在不断试错后才会刻进脑子里。所以,如果你也正被泄漏问题折磨,别急着换更贵的密封,而是先放下手册,去测量一下轴跳动,检查一下管线振动,看看密封腔的排气——真相往往藏在最不起眼的地方。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业密封失效背后的真相:一个老工程师的血泪经验谈
文章链接:https://www.zystgy.cn/a/51983