凌晨两点,车间里那台加工中心又罢工了。硬质合金上的孔,铰刀进去就嘎嘣脆。干机加十五年,最烦就是遇到这种”硬骨头”。说实话,有时候真想摔扳手。但不行啊,订单摆在那。于是我想起了角落里那台不起眼的电火花机床。它就像个闷声干大事的老伙计,没有轰鸣的主轴,只有细微的”滋滋”声和一股淡淡的油雾。不知从何时起,它成了我的救命稻草。
很多人问过我,电火花到底是怎么”啃”动比它硬得多的东西的?这个问题,刚入行时我也挠头。简单讲,它压根不靠蛮力——就像雷雨天闪电劈开树木,是瞬间的高温让金属局部熔化和气化。✅ 这种非接触加工太妙了,完全是另一条路。你想想,只要导电,管你淬火钢还是钛合金,对它来说一视同仁。不过话说回来,原理简单,玩精了却难如登天。
问:我听说电火花加工精度很高,那它能达到什么级别?是不是比数控铣床还准?
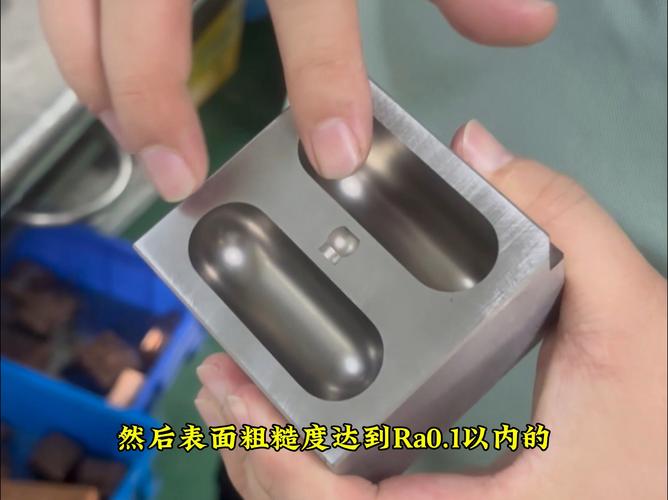
答:精度这事儿得看机型和你咋用。一般来说,好的成型机轻松做到±0.005mm,线切割甚至能控制在±0.002mm。但别迷信数字——电极损耗、排屑、放电间隙补偿,哪一环没把控好,精度就飞了。💡 而且它不像铣削那种”直来直去”,曲面加工时电极摇动方式直接影响最终轮廓。我个人经验,做精密模具时,有时情愿用EDM清角,也不愿让高速机在那儿颤振。不过就是慢!真的磨人。
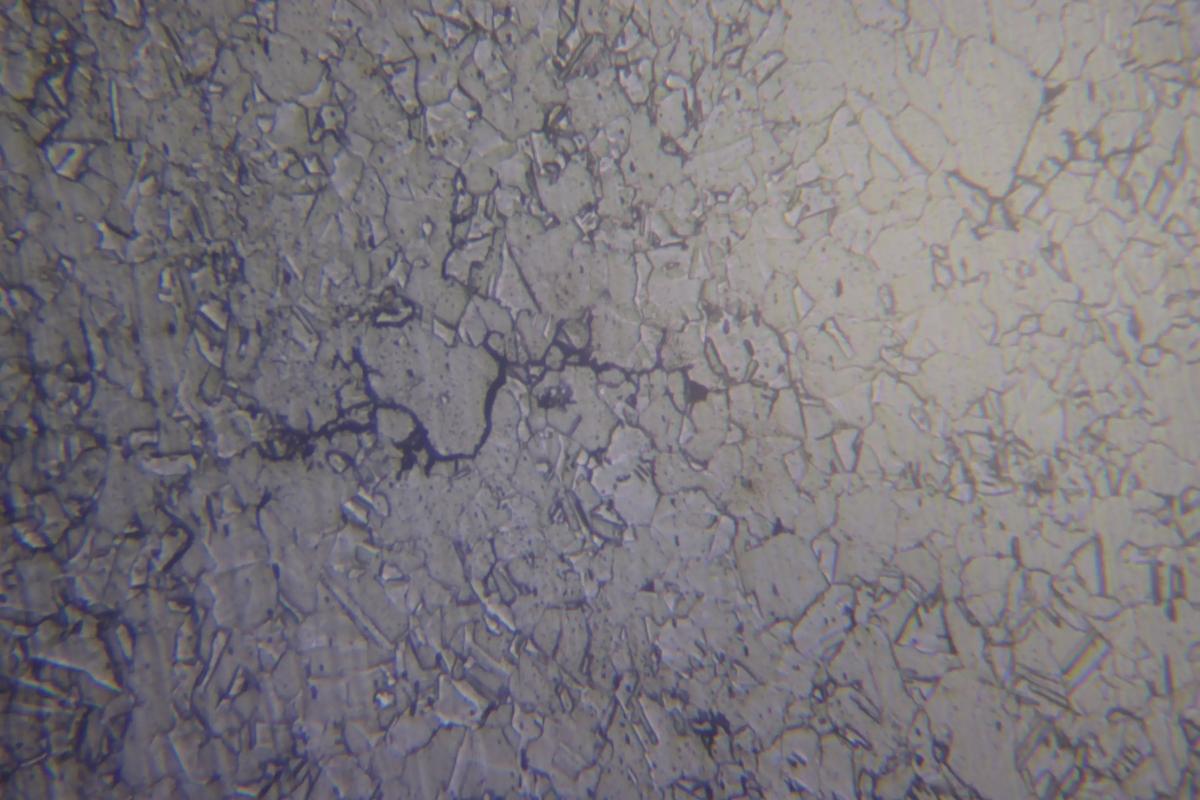
吐槽完速度,必须说说它的另一个极端:表面完整性。你可能不知道,EDM加工过的表面有一层”白层”,那是熔化后急冷形成的变质层。这玩意儿有利有弊:有时候增强了耐磨性,但也可能埋下微裂纹。我吃过这亏,给医疗件加工,客户退回来一批,就因表面裂纹在消毒时扩了。后来学乖了,严格控制脉冲能量,还得加后续研磨或喷砂。
问:那电火花加工到底能用哪些材料?绝缘体行不行?
答:必须导电!不导电的你搞啥?不过现在也有加工陶瓷的辅助电极法,但不成熟。常规的:钢、硬质合金、钛合金、铜、石墨、聚晶金刚石(PCD)都行。我甚至干过钼片,废电极就跟吃电极似的。但是,铝就有点恶心了,因为熔点低,加工时容易积屑,排屑不好就短路。❗ 所以别以为啃动硬就行,软金属反而难伺候。
绕着走的坑:工作液与电极的那些事

提到工作液,新入行的总以为就是普通火花油。其实门道多了去了。煤油、去离子水、甚至气体都有人用。我最怕石墨电极配煤油——那粉尘混着油雾,车间跟下雾霾似的,肺受不了。但石墨电极损耗小呀!权衡下来,健康换效益,说实话有点无奈。✅ 所以现在很多厂换去离子水,环保些,但机子生锈风险又上来了。真是按下葫芦浮起瓢。
电极材料选紫铜还是石墨?这是个永恒的争吵。紫铜纹面细腻,适合精加工;石墨耐高温、损耗低,粗加工利器。但石墨脆,装夹时我碎过好几根。还有钨铜合金,那价格,不是军品谁舍得用。💡 记住,没有万能电极,只有适合的匹配。
说起来,我以前总是搞不清脉宽和峰值电流的关系。说明书上写的”大脉宽、大电流提升速度,但表面粗糙”,实操起来却像玄学。后来老师傅一句话点醒我:你把它当焊机去理解,高温停留久了,熔坑就大。瞬间开窍。所以精细活,就得小能量、多脉冲——代价就是工时成倍往上翻。客户催得急,谁能理解你为了精度硬扛着呢?😩
从微孔到大模具:EDM的七十二变
在车间里,电火花可不仅仅是做模具。喷油嘴微孔、航空发动机叶片气膜孔、医用骨板上的异形槽……它的自由度让人惊叹。线切割做不了盲孔,成型机就得顶上。有次接了个活儿——在0.2毫米的钨针上打微孔,激光都干不了(热影响太大),最后靠微细电火花搞定了。成就感拉满!
问:电火花能加工盲孔,但排渣怎么办?是不是经常出现二次放电?
答:你算问到痛处了。😩 盲孔加工排渣是老大难。深径比一超过5,碎屑排不出,就容易二次放电,表面烧得一塌糊涂。解决办法?要么高速冲液,要么电极做内冲孔,要么加摇动——让电极在孔里画圈,给碎屑留路。我试过多次,摇动是个好东西,但编程有点麻烦。还有用超声波辅助的,效果不错,不过设备更贵了。
不过必须承认,增材制造的崛起在抢EDM的饭碗。很多复杂内腔直接打印了,谁还慢慢烧?但打印出来的东西表面粗糙度惨不忍睹,最后还得靠EDM精修。所以,它俩不是死对头,反而是搭档。😮
未来的火花:智能与绿色并存
现在的高端电火花机床,简直是台精密仪器。自动测量电极损耗、实时调整参数、自动换电极库,甚至模糊控制。我参加展会看到那套”零电极损耗”技术时,真的被惊到了——原来通过精准控制极性转换,几乎可以让电极损耗忽略不计。这不是科幻,是现实。💸 但价格嘛……老板看了一眼报价单,脸都绿了。
还有环保压力。工作液挥发物、废渣处理,越来越严。有些企业在研究干式电火花加工,用气体作介质,虽然去除率低,但干净。我觉得这条路迟早得走。
最后,聊点个人感悟。干这行越久,越觉得电火花就像个沉默的艺术家,用看不见的火花雕刻出最硬的金属。它慢,它脏,它耗电极,但它又不可或缺。每当我看到那些光洁如镜的型腔,从黑乎乎的油池里提出来时,那种反差总让我入迷。
好了,絮叨这么多,该去换滤芯了,不然机床报警又得响一夜。