入行快二十年,头一回见水刀切东西,我整个人是懵的。水流——就是那种从水龙头里出来的玩意儿——竟然能切开两厘米厚的钛板?我当时觉得这要么是魔术,要么是厂家在忽悠。后来自己上手调试,一刀下去,切面光滑得像镜面,热影响区?不存在。从此,等离子切割机在我心里就退居二线了。不过话说回来,这玩意儿选不对、用不好,真能让你赔到裤子都不剩。

水刀到底怎么回事?别再只想到”高压水冲石头”

很多刚接触的人,脑子里浮现的是消防水枪冲泥土的画面。哎,完全两码事。水刀切割的核心,是超高压发生器——把水加压到3000到4000个大气压,甚至更高。什么概念?你家自来水管压力才两三个大气压。然后这股细如发丝的水流,通过一个宝石喷嘴(通常是蓝宝石或钻石的,直径0.1到0.3毫米),以两三倍音速喷射出去。要是纯水,切软料;要是混了石榴砂磨料,那真是削铁如泥。❗注意,磨料混入的方式直接决定切割效率和断线概率。
有次客户抱怨切缝太宽,我过去一查,混合管磨损了,磨料发散——你看,外行看热闹,内行看的是那些要命的细节。说实话,搞懂这些基础,能省下巨额的维修费。
问:水刀能切多厚?是不是越厚越慢?答:理论上是,但别被理论束缚。我们实际切过150毫米的不锈钢,速度慢得像蜗牛,可精度还在。通常,100毫米以内算是经济厚度。材质影响也巨大,切铝比切钢快,切钛比切铝费劲。压力和磨料流量调好了,厚板也能出细活。但你要是追求速度,那还是换等离子——不过热变形会让你后悔。💡我的建议:厚度超过50毫米,先试切,算算砂子成本,别盲目接单。
为什么我放弃等离子,拥抱水刀?
等离子的热影响区,焊工最头疼。切完边缘硬化,二次加工费刀头。水刀呢?冷切割,材料微观组织不受热影响。有一回给医疗器械厂切钛合金骨板,要求零热损,等离子直接出局,激光成本又太高,水刀完美胜任。而且,水刀能切复合材料、玻璃、石材,甚至食品——没错,蛋糕也能切。这种灵活性,等离子望尘莫及。
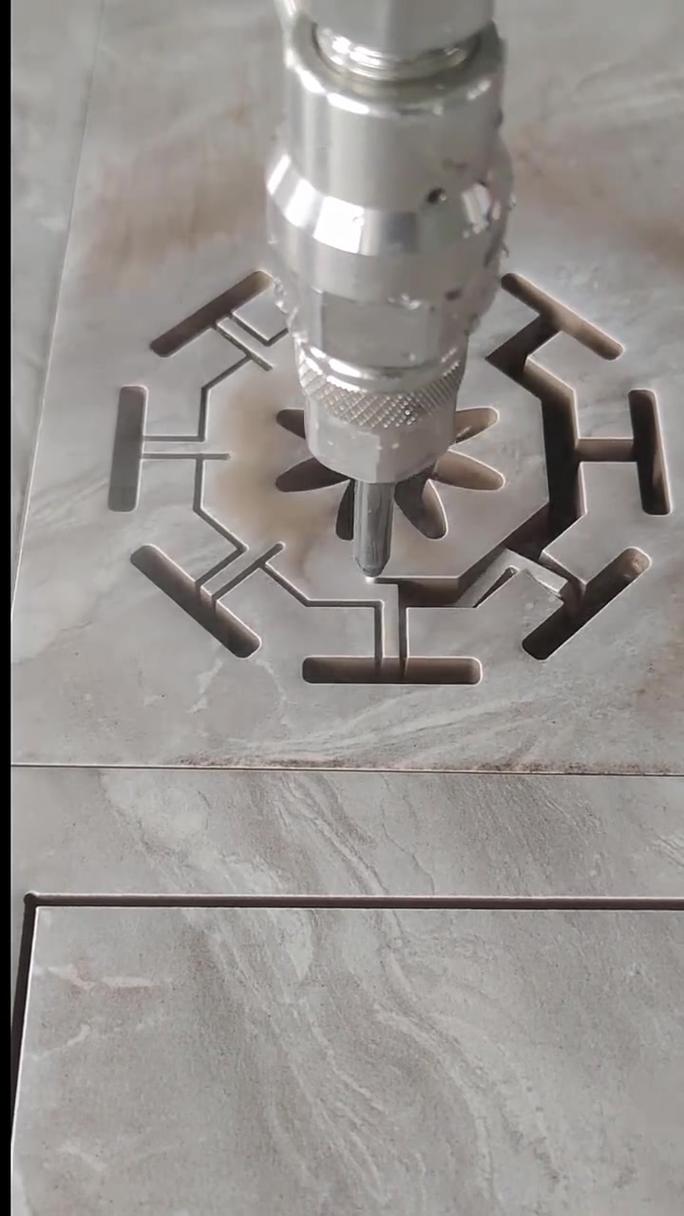
不过话说回来,水刀也不是万能的。它切东西像慢性子工匠,速度在某些应用上确实让人捉急。但换来的是不用二次打磨,综合效率反而高。省人工,对吧?
问:水刀运营成本高吗?老听说砂子很贵,水也很费?答:初看数字吓人。优质石榴砂一吨几千块,高压泵一小时耗电几十度。可你得算综合账。我举实例:切10毫米不锈钢,水刀耗材成本(水、电、砂、易损件)每米大概15到20元,等离子可能5到8元,但等离子后续打磨、去毛刺成本每米再添10元,且等离子喷嘴寿命短。关键是水刀成品优良率极高,废品少。水是循环用的,定期补充损耗就行。所以,单看耗材是贵,但算上人工、合格率,水刀往往更合算。✅
选机器那些坑——血泪教训
当年我们厂第一台水刀,贪便宜买了小品牌,增压器密封圈月月换,工作台泡水锈蚀。维修小伙差点辞职。后来狠狠心换了大厂设备,高压缸寿命从300小时直接飙到800+。差距就这么大。选型务必盯准:1. 高压泵类型(增压式 vs 直驱式,前者耐用后者效率高,各有利弊);2. 机床刚性(轻飘飘的架子切出来斜边能气死你);3. 控制系统(能否自动调整速度补偿波纹)。别光看宣传册上的切割样品,那都是最理想的参数状态。
还有,安装环境!水刀房必须防冻,我亲眼见过冬天水管冻裂,整台机趴窝。排水沟要够大,因为用过的砂子会堆积,不及时清理,车间秒变沙滩。哎,说多了都是泪。
水刀切割,玩明白了是神器,玩砸了是碎钞机。但国内制造业越来越精密,这技术只会越来越普及。💪 你要是正犹豫升级设备,不妨认真算算那笔隐形账——或许你的等离子,真的该退休了。