2026-06-03 11:05:40 作者:网编
分类:文章
上周三凌晨三点,我被车间电话吵醒。一条产线突然停机,触摸屏上只闪着“CPU故障”——没有报警代码,没有诊断缓冲区记录。说实话,那一刻我真想把PLC从柜子里拽出来问个究竟。
PLC,这个熟悉的陌生人
干了十几年工控,我越来越觉得PLC像个脾气古怪的老伙计。你说它可靠吧,确实,西门子S7-1500标称MTBF超过20万小时;说它难伺候吧,有时候一根接地不良的信号线就能让你排查一整天。
工业自动化的核心说到底就是控制,而PLC就是大脑。可这几年“大脑”本身也在嬗变。从单纯的逻辑控制到运动控制、过程控制,再到现在的边缘计算节点——去年我在一个汽车焊装线上看到,一台ET 200SP直接跑了两个Docker容器,一边处理焊接时序,一边给MES系统发JSON报文。那一刻我是惊喜的,又有点恍惚。
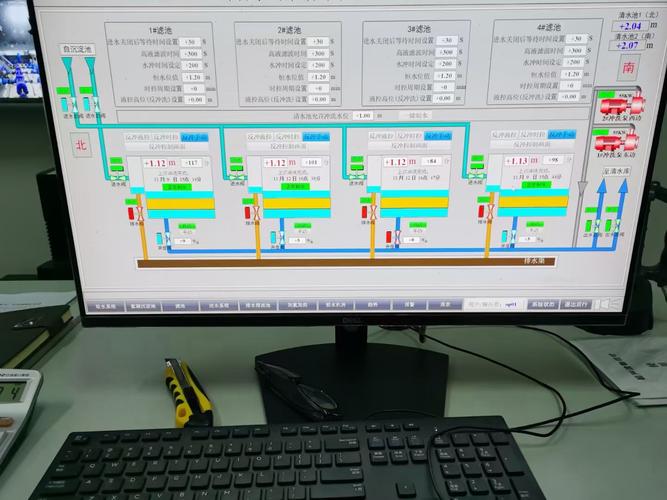 工业自动化PLC控制柜内部接线实时诊断界面
不过话又说回来,这种“全能”也带来了新麻烦。以前梯形图走天下,现在还得折腾高级语言。这段时间我逼着自己学ST结构文本,踩的坑能填满一个水库。
工业自动化PLC控制柜内部接线实时诊断界面
不过话又说回来,这种“全能”也带来了新麻烦。以前梯形图走天下,现在还得折腾高级语言。这段时间我逼着自己学ST结构文本,踩的坑能填满一个水库。
编程语言之争,其实是效率之争
记得2010年,我用梯形图给一台注塑机写程序,网络1到网络2000,密密麻麻,光交叉引用表就打印了38页。现在回头想,那种方式固然直观,但面对复杂的算法——比如温度阶梯控制、多轴同步——梯形图的维护成本让人头皮发麻。
所以五年前我强行转入IEC 61131-3的文本化编程。一开始简直怀疑人生:ST语言那个分号、冒号、等号与赋值号的细微区别,我至少犯过二十几次同一个错误——在IF语句里用单等于号比较实数,导致逻辑永远为真,烧掉了一个加热圈。❗
但挺过来之后,效率提升是肉眼可见的。一个PID回路封装成功能块,在不同项目里拖拽复用,参数通过HMI在线整定。去年给水处理厂做项目,十一个泵站的程序核心居然只用了三天就搭完框架。✅
工业自动化的编程正从“手工作坊”转向“标准化工程”,但问题在于,很多老师傅抵触变化。我理解那种对熟悉的依恋,毕竟一条产线停一分钟就是几万的损失,没人敢拿新玩意冒险。
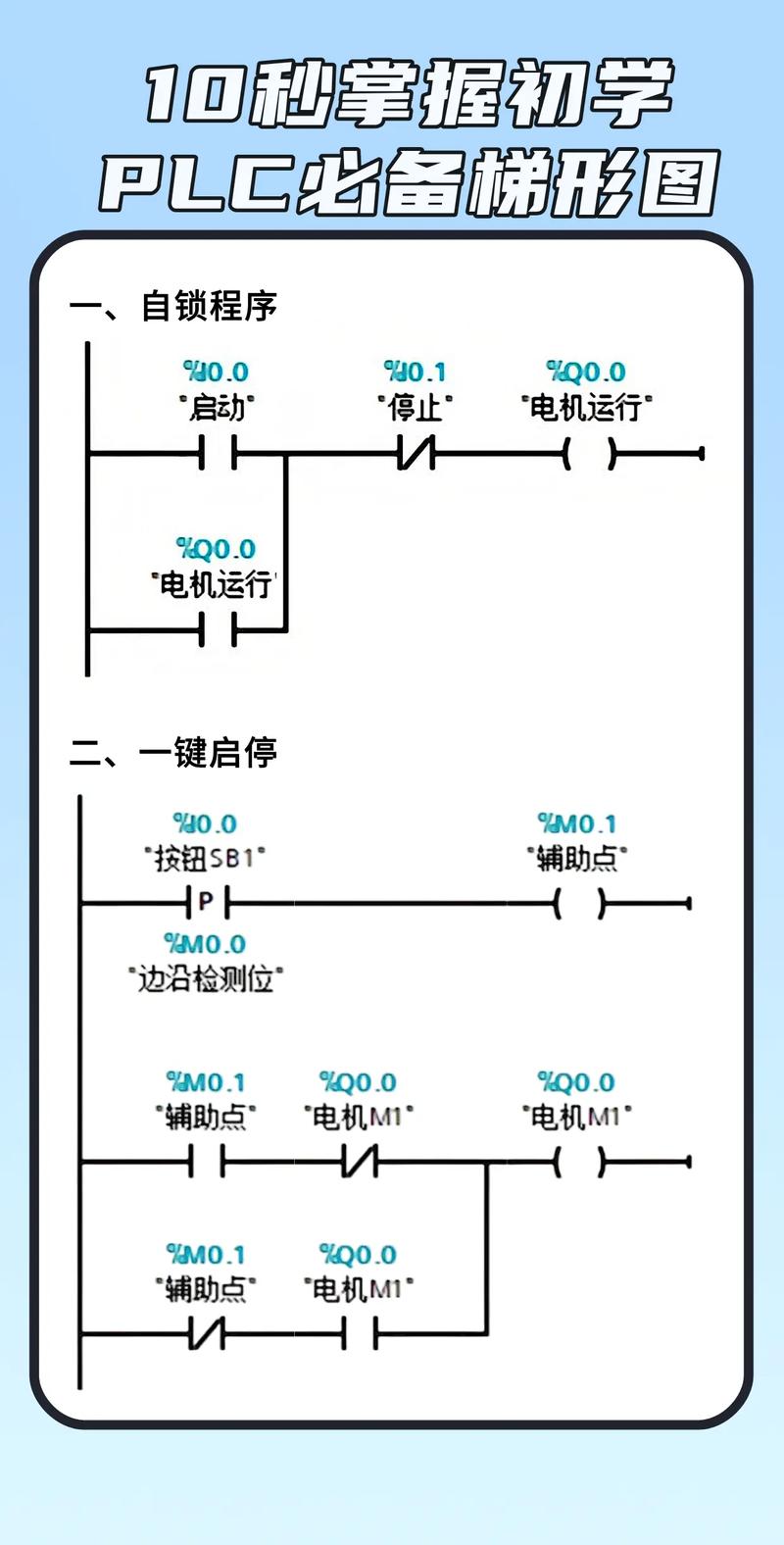 程序员调试工业自动化PLC程序,双屏幕显示梯形图和结构化文本
问:小工厂搞自动化,PLC选型预算有限,怎么平衡功能与成本?
答:这是个特别现实的问题。我见过很多小厂老板花一万块买国产PLC,结果扩展性差,后期加功能还要重新买模块。我的建议是:优先选择生态成熟的品牌,比如西门子S7-1200或三菱FX5U,虽然初期贵两三千,但后续的模拟量、通信模块、甚至固件升级都省心太多。另外,不要忽略“隐形成本”——比如编程软件授权、技术支持的可得性。去年我给一家乡镇口罩机厂改造,原用某山寨PLC,连PID指令都没有,最后用脉冲调宽模拟温控,精度惨不忍睹。咬牙换了一台基恩士KV-8000,多花五千块,但稳定性立竿见影。所以别光比硬件单价,长远看,保障连续生产的可靠性才是最划算的自动化投资。
程序员调试工业自动化PLC程序,双屏幕显示梯形图和结构化文本
问:小工厂搞自动化,PLC选型预算有限,怎么平衡功能与成本?
答:这是个特别现实的问题。我见过很多小厂老板花一万块买国产PLC,结果扩展性差,后期加功能还要重新买模块。我的建议是:优先选择生态成熟的品牌,比如西门子S7-1200或三菱FX5U,虽然初期贵两三千,但后续的模拟量、通信模块、甚至固件升级都省心太多。另外,不要忽略“隐形成本”——比如编程软件授权、技术支持的可得性。去年我给一家乡镇口罩机厂改造,原用某山寨PLC,连PID指令都没有,最后用脉冲调宽模拟温控,精度惨不忍睹。咬牙换了一台基恩士KV-8000,多花五千块,但稳定性立竿见影。所以别光比硬件单价,长远看,保障连续生产的可靠性才是最划算的自动化投资。
通信协议:用错一个配置,全段瘫痪
工业以太网遍地开花的今天,我越来越怕“兼容性”这三个字。PROFINET、EtherNet/IP、EtherCAT……说好的是标准,可不同厂商的实现总有些小九九。
上个月调试一条包装线,需要把一台老旧的ABB机器人(用IRC5控制器)接入新的西门子网络。按手册配置了GSDML文件,网络组态一切正常,可控制器一启动,机器人就报“通信中断”然后停止。查了两天,最后发现是交换机Igmp Snooping设置不正确,导致多播帧被过滤——这种问题太隐蔽了,谁想得到交换机固件的默认参数会作祟?💡
现在的工业自动化项目里,通信故障已超越硬件损坏成为停机第一原因。我强烈建议,每个项目验收前必须用Wireshark抓包分析,并且要在交换机上做端口镜像。很多人觉得这是IT的事,我们搞OT的不需要懂——这种想法过时得厉害。IT与OT融合,已经不是在喊口号了。
问:工厂打算上MES,但底层设备数据采集很困难,老设备没有网口,怎么办?
答:这种情况太普遍了。别急着换设备,成本太高。可以分两步走:第一步,加装工业网关,比如使用串口转以太网模块,把老设备的RS232/485信号转成Modbus TCP,再接入PLC或SCADA。第二步,如果设备连串口都没有,那就要考虑加装传感器了,比如电流互感器监测电机运行状态、振动传感器监测轴承,这些变送器直接输出4-20mA信号进模拟量模块。我做过一个纺织厂案例,给两百多台老织机加装电流采集模块,通过边缘网关汇聚到MES,总成本不到换新设备的二十分之一。关键是不要追求一步到位,分区域、分设备类型逐步数字化,先把核心指标(OEE)算准了再说。
安全!安全!再强调都不为过
去年参观一个冲压车间,看到操作工为图方便,用扎带固定安全门连锁开关,让我后背发凉。这不是省时间,这是赌命。
功能安全标准ISO 13849、IEC 62061绝不是纸上谈兵。我在设计安全回路时,坚持使用双通道冗余,哪怕预算再紧张,安全PLC(如Pilz或西门子F系列)的钱绝对不能省。一次错误的输出可能导致机械伤害,那种后果任何KPI都补不回来。
而且,现在协作机器人大量进入产线,安全激光扫描仪、力矩限制等都要与PLC安全程序无缝配合。这又牵扯到安全程序与标准程序的交互——一个常见的坑是:安全程序触发停机后,标准程序没有相应的恢复逻辑,导致重启困难。我吃过这个亏,所以要写在FBD图里反复仿真。
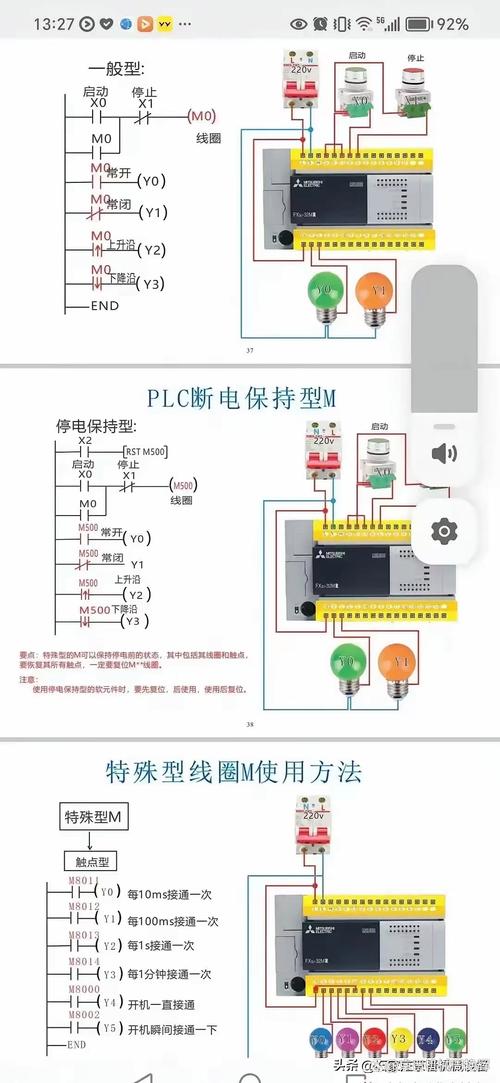 工业自动化安全光幕与安全PLC接线及诊断显示
工业自动化的进化,最终是让机器更懂人、更护人。凌晨四点的城市,无人车间里机械臂在精准舞动,AGV沿着磁条无声滑行——这种场景已经被复制了无数遍。但我们知道,每一个完美节拍的背后,是无数工程师和不可描述的各种突发状况搏斗的过程。
所以,下次看到产线流畅运行,别觉得理所当然。那背后,说不定就是某个像我一样被半夜叫醒的工控人,在博图软件里死盯着交叉引用表,一根一根地梳理信号。
工业自动化安全光幕与安全PLC接线及诊断显示
工业自动化的进化,最终是让机器更懂人、更护人。凌晨四点的城市,无人车间里机械臂在精准舞动,AGV沿着磁条无声滑行——这种场景已经被复制了无数遍。但我们知道,每一个完美节拍的背后,是无数工程师和不可描述的各种突发状况搏斗的过程。
所以,下次看到产线流畅运行,别觉得理所当然。那背后,说不定就是某个像我一样被半夜叫醒的工控人,在博图软件里死盯着交叉引用表,一根一根地梳理信号。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业自动化:PLC编程的那些坑与突破
文章链接:https://www.zystgy.cn/a/51877