先搞定物流,别急着画图
当年我主导第一个新工厂项目,上来就画平面图,觉得设备摆顺了就行。结果呢?叉车跑断腿,物料绕远路。现在回想,真想抽自己。✅ 正确的顺序:先做物流强度分析,再定大块分区,最后抠细节。 有个工具叫从至表(From-To Chart),简单但管用。把各工序间的搬运量列出来,算出物流量,然后按关系密切程度布置单元。比如冲压和焊接之间,每天转运几十吨,那就必须挨着。喷漆和总装之间呢?中间隔个仓库也没事儿,因为节拍不一样。 千万不要先定厂房外形再塞产线。我见过一家电子代工厂,建筑已经封顶了,才想起线体需要30米长的无柱空间,结果柱子正好卡在中间,纠结到死。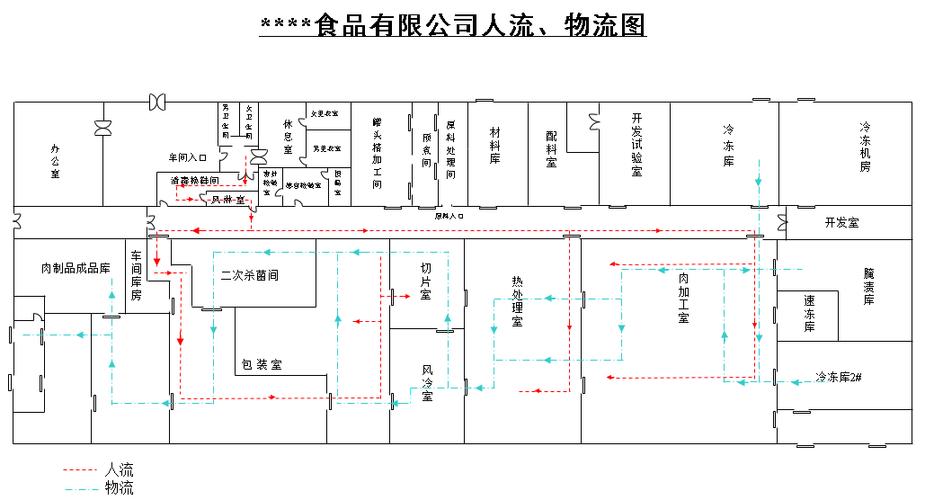
柔性?别被概念忽悠了
别忘了人的动线
很多工程师只盯着设备,忘了操作工、质检、维修的人流。结果就是:工人换刀要走100米,质检台挤在角落,维修通道被物料堵死。 ❗ 下次画布局图,先标出人的行走路线。看有没有交叉、折返。最好能把人员走动距离缩短20%以上。还有一个坑:更衣室、休息区、厕所的位置。离产线太远,工人来回一趟十分钟,一天几趟,累计算下来吓人。就近设置啊,这钱不能省。 另外,光照和噪音。把高噪声设备集中,做隔音处理;精密装配区要避开震动源。这些都是常识,但总被忽略。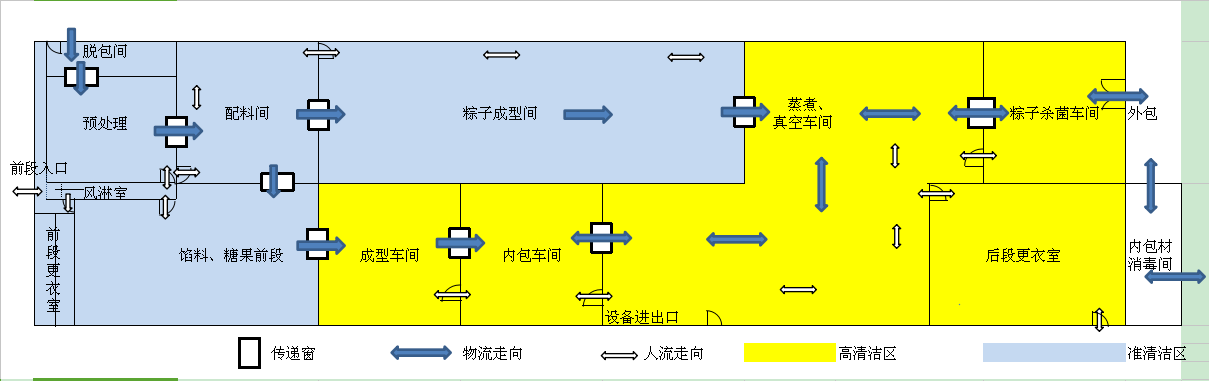
数字化布局,不再是纸上谈兵
