上个星期,车间里一个年轻工程师差点把我气笑了。他拿着一根主轴,表面粗糙度 Ra 0.4,跟我说“磨得挺光溜了,就这样吧”。我真想把那块粗糙度样块塞他手上。挺光溜?那是你没看见显微镜底下那些沟壑纵横!工业研磨,真的不是随便拿块砂轮蹭两下的事儿——它是精密制造的命门。搞不好,一整个批次的零件报废,老板能跟你拼了。
干了二十年,我见过太多人栽在这个环节。有位客户,做液压阀块的,研磨之后总是渗油,查了大半年,最后发现是磨料嵌入了表面,在高压下慢慢松动,形成了微泄漏通道。你说这找谁说理去?
研磨的本质:微观世界的“铲土”游戏
很多人把研磨和抛光混为一谈。严格来说,研磨是 通过磨粒对工件表面进行微切削和挤压,以去除余量、改善形状精度和表面粗糙度 的过程。抛光更侧重于光亮,而研磨是实实在在的改变尺寸和几何精度。它不像车削铣削那么轰轰烈烈,反而安静得让人不安。但就在那种几乎听不见的微声里,磨粒一颗颗划过金属,像无数把小铲子,把表面一层层“铲”掉。
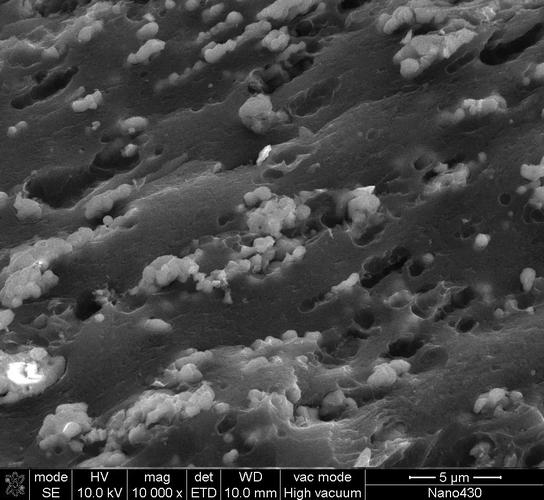
说实话,我第一次看到研磨过程的电镜照片时,头皮发麻。那些看似光滑的表面,在高倍下全是犁沟、撕裂和涂抹痕迹。于是就懂了——研磨中存在着塑性变形层,这层东西如果控制不好,零件早期疲劳失效是迟早的事。
💡 有趣的是,研磨液的作用往往被低估。它不只是冷却和冲走切屑。化学活性物质会在工件表面生成一层极薄的化合物膜,这层膜比母材更易被磨去,从而让研磨过程更高效。这一点,很多初级教材根本不提!
磨料的选择:不是越硬越好,而是越“搭配”越好
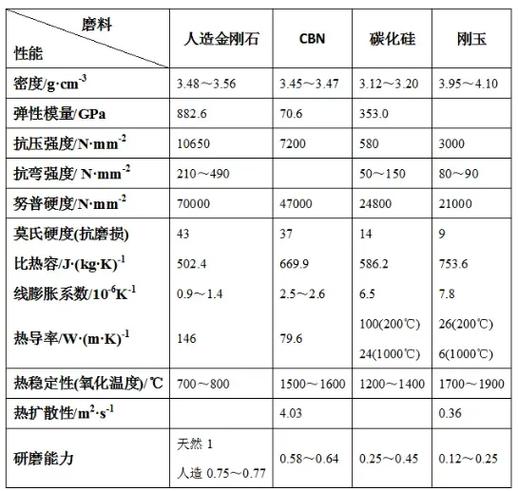
刚入行的时候,我也迷信 金刚石。世界上已知最硬的物质,用金刚石磨料研磨钢件,那不快得飞起?结果呢?磨削力大得惊人,工件烧伤变形,表面还出现鱼鳞状裂纹。后来一位退休的老高工点拨我:金刚石在高温下会与铁发生石墨化反应,消耗极快,而且碳会渗入钢表面,造成硬度不均。所以现在研磨淬火钢,我几乎只用 CBN(立方氮化硼),虽然贵,但寿命长,热稳定性好。❗当然,加工硬质合金、陶瓷、玻璃时,金刚石还是不二之选。
碳化硅磨料便宜,适合铸铁、有色金属。刚玉(氧化铝)韧性好,适合各种钢材。这些是基本功,但真正讲究的是磨料的 粒度分布、形状、自锐性。市面上有些杂牌磨料,粒度标称W14,实际检测出来,粗的粗、细的细,不均匀,研磨出来的表面就像狗啃的。我们厂里入料都得自己再过一遍筛分机,否则根本不敢用。
问:“都说研磨压力越大,去除率越高,那我狠狠加压不就行了?” 答:“可千万别!这是我带徒弟最容易犯的错。压力过大,磨粒会破碎,甚至嵌入工件表面,造成表面恶化。而且塑性变形层会急剧增厚,虽然尺寸减得快,但后续精研根本去不掉那层损伤层。合理的压力要根据磨料、工件硬度和研磨液特性来定,一般粗研0.1-0.3 MPa,精研有时低到0.01 MPa。还得注意压力要均匀,稍微偏一点,平面度就毁了。”
智能化研磨:现在连磨床都能自己“思考”了
去年我们去德国一家轴承厂参观,看到他们的研磨中心,我愣是站了半小时没动。那台机床自己检测工件尺寸,自己调整研磨盘转速,自己换磨料供给——整个单元没人看管。回想起我刚工作那阵,师傅们还得趴在机床上用地规量平面度,现在真是天翻地覆。
但这套智能系统贵得离谱,国内中小企业根本买不起。不过有些国产替代已经出现了,比如利用 在线激光干涉仪 实时监控平面度,结合自适应算法调整研磨路径。我们前阵子试了一套,调试了一个月,才让良率稳定到99.5%。过程挺折磨人,但值得。至少,不用再让质检员用三坐标一个个抽检了。
问:“我想提升车间研磨效率,是不是买最贵的设备就行了?” 答:“很多人这么想,然后花了几百万,设备吃灰。研磨效率是三因素的综合体:设备、工艺、人员。设备是骨架,工艺是灵魂。不根据自己产品特性优化工艺参数,再先进的设备也是废铁。比如,我发现优化磨料供给方式——从手工添加改为精密喷淋,能让去除率稳定提升15%。花不了几个钱,改进一个喷嘴的事。所以,先把你现有的工艺参数数据化,分析瓶颈,再考虑设备升级。”
⚠️ 另外,研磨环境也要控制。恒温、洁净。一个微小的灰尘颗粒掉进研磨盘,就能在镜面上划出一道痕,整块料就废了。我们为此专门装了工业空气净化器,研磨间地面每班次清洁,这就是细节上的“笨功夫”。

有时候晚上加班,看着研磨盘缓缓转动,磨料在工件和盘面之间发出细沙般的声响,会觉得这行当真是既枯燥又迷人。枯燥在于,你可能为了把粗糙度从Ra 0.1降到0.05,要反复试验几十轮;迷人也在这里——当你终于找到那组参数,零件表面像镜子一样倒映出你的脸,那种成就感,给座金山都不换。
不过,行业里现在有个怪现象:一窝蜂上自动化,却忘了基础工艺研究。有些厂连研磨液浓度都控制不好,就喊着要上机器人。这不是本末倒置吗?扎扎实实把磨料、嵌砂、修整这些基本功搞透,再谈智慧工厂。你说是不是?