上周三,凌晨两点,设备又堵了——磨料粘在管路里,像个顽固的血栓。我对着控制面板骂了句脏话,然后苦笑着去拿扳手。说实话,干机械这行二十年,喷砂设备给我带来的麻烦比任何一台加工中心都多。但你说离了它行吗?不行。表面处理,除锈,去毛刺,甚至艺术品做旧……喷砂就是工业的粉底刷,没它,后面的涂层、焊接、装配全白搭。
不过话说回来,喷砂设备这东西吧,门槛低,精通难。市面上从几百块的手持喷砂枪到上百万的自动喷砂房,差价几千倍,但很多用户连喷嘴材质和磨料粒径的匹配关系都搞不清,就敢上项目。我见过一个汽车配件厂,买了两台某名牌吸入式喷砂机,结果半年报废,原因是他们用钢砂时没换文丘里喷嘴——你们能想象那个磨损速度吗?就像用豆腐渣去磨铁柱。
所以今天我想聊点真东西,不是产品说明书,而是那些年我被喷砂设备“教育”出的血泪经验。可能有点跳跃,想到哪说到哪——毕竟,工厂里的逻辑从来不是线性的。
选型不是参数对比,是理解你的“脏活”有多脏
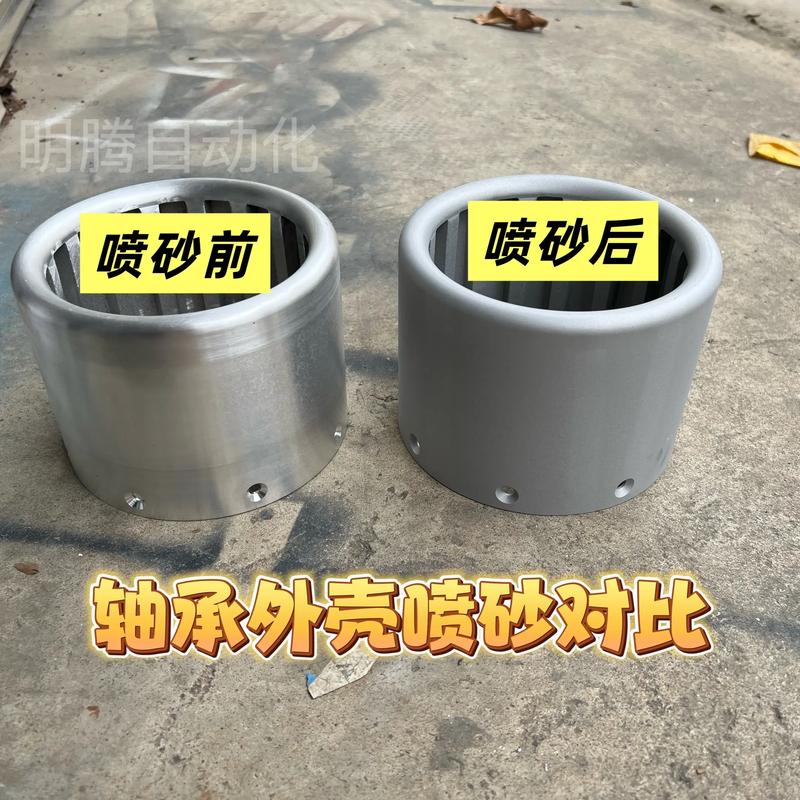
多数人以为喷砂设备选型就是看工件尺寸、材质、效率。💡 大错特错。我去年帮一个做铝艺喷漆的作坊改造,他们之前的喷砂机用石英砂,结果铝件表面嵌砂严重,喷漆起泡。老板气得跳脚:“不是说通用的吗?”——通用个鬼!磨料嵌入是铝合金喷砂的经典噩梦,必须用球形玻璃珠,而且气压要降到0.4MPa以下。这些细节,供应商的广告里可不会告诉你。
再比如,有人拼命追求“大容量储料罐”和“高压力”,却忽略了压缩空气的品质。❗ 冷冻干燥机和精密过滤器省不得。我见过最离谱的,一个铸造车间把喷砂机直接接在厂区主管道上,水、油、粉尘三合一,结果喷枪像患了前列腺炎,断断续续。后来加装了一台后冷却器和三级过滤,喷砂速度反而提升了40%——气流顺畅,磨料才能飞起来。
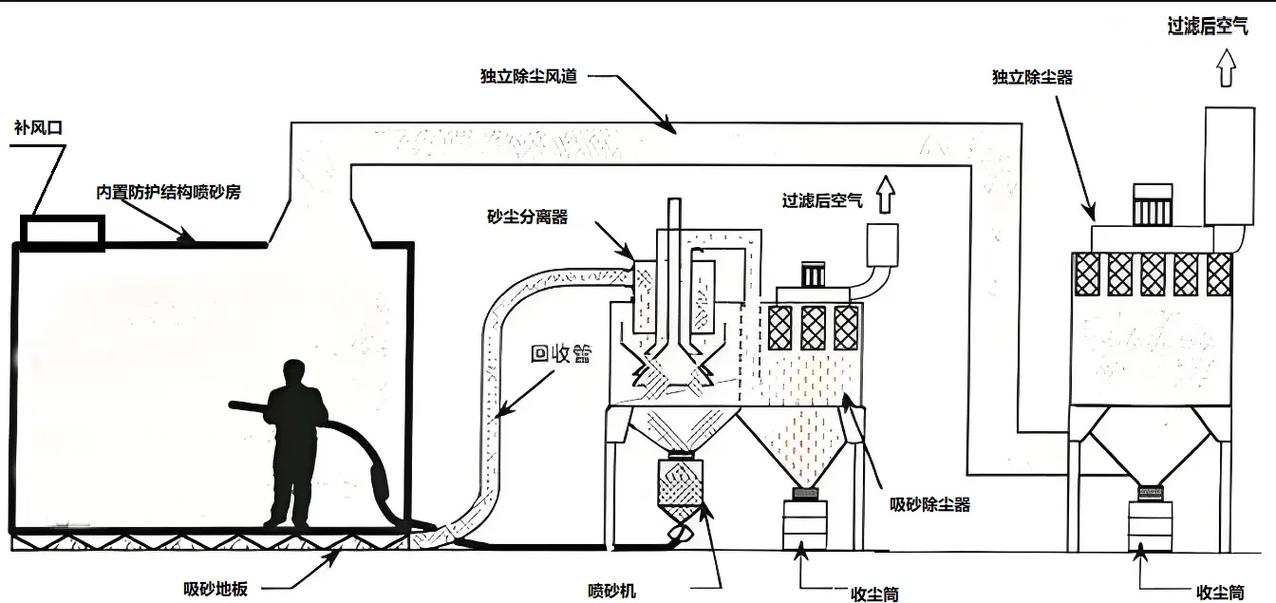
还有一个容易忽略的点:磨料回收方式。手工喷砂间用铲车收砂?那你等着,车间扬尘能让隔壁环保局请喝茶。现在趋势是自动喷砂房配风力回收或机械回收,地坑栅格下面有螺旋输送,磨料循环利用率95%以上。但小作坊一听价格就缩脖子——可是,长期算账,人工清砂成本和耗损率才是大头。对吧?
傻瓜式操作?别信,这些维护细节能救你的命
我有过一次刻骨铭心的教训:一个操作工把湿砂倒进了压送式喷砂机,结果系统板结,清理了整整三天。从那以后,我强制规定:喷砂设备每天排空、每周拆检喷枪、每月校准压力表。尤其是喷枪,很多人用到射流发散才换,其实当孔径磨损超过15%,你的效率已经对折了,电费却在猛烧——根本不划算。
问:喷砂时发现表面粗糙度偶尔不一致,是设备不稳定吗?
答:八成不是设备问题。先检查磨料是否新旧混用。磨料用久了棱角钝化,切削力下降,如果你不定期补充新砂,粗糙度会像女人的心情一样飘忽不定。其次看喷嘴距离——人操作时会不自觉地拉远,距离增加三厘米,打击力能掉三成。最后,查压缩空气压力,如果车间管路远端在开叉车清洗时压力波动超过0.1MPa,就需要独立储气罐。
另一个血泪点:除尘系统。别以为滤筒堵了敲敲就行,微细粉尘会透过滤布进入风机叶轮,动平衡一破坏,那啸叫声预示着整个除尘器要报废。我现在的习惯是,把压差传感器接报警灯,超过1500Pa立刻停机清洁——浪费半小时比浪费几万块强。
自动化来了,但人的感官还是定海神针

这几年喷砂设备智能化很火,机器人喷砂、视觉定位、在线粗糙度检测……✅ 确实是好东西。但我想说,即便最先进的自动喷砂线,也离不开有经验的老师傅。为什么?因为磨料状态、环境湿度、工件表面微观差异,传感器未必全能捕获。有次一套系统频繁报警“堵枪”,工程师远程诊断搞不定,我过去一摸料斗——静电结块,磨料受潮了。解决方法简单到可笑:加个除湿器和静电消除棒。系统怎么没检测湿度?设计时默认工况达标,可南方梅雨季就是现实。
所以,别盲目崇拜“全自动”。人机结合,用数据监控辅助人工经验,才是正道。比如我们现在用磁传感器监测喷枪磨损,提前预警更换,而不是等出问题。但启动前的目视检查、用触摸判断磨料干燥度,这些习惯我保留下来,并教给年轻技工——有些东西,算法学不会。
问:小批量多品种的产品,想上自动喷砂设备,该怎么选?
答:直接上带离线编程的机器人喷砂单元。现在进口品牌像东洋(Toyoseiki)和国内的好良(Haoliang)都有紧凑型方案,配合快速换模夹具,切换时间能缩到十分钟内。关键是你要舍得在前期做工艺验证——磨料类型、喷射角度、枪距对每种材质做矩阵实验,把参数固化进PLC。这活儿不能偷懒,否则自动化会变成“自动报废”。
最后再吐个槽:有些厂家宣称自己的喷砂机“无尘”。可能吗?只要破碎的磨料和剥离的锈皮存在,就有粉尘。无尘的含义无非是负压隔离好、除尘风量大。真相是,你必须在车间内形成从操作位到喷砂区的定向风流,像层流罩那样,不然对人体危害极大。劳保用品,全封闭式呼吸防护头盔,绝对不能省!
喷砂设备,粗暴又精细,古老又现代。从青铜时代匠人用沙子抛光器皿,到今天纳米磨料清洗半导体,原理没变,折腾人的细节却翻了几十倍。但正是这些细节,区分了一个合格的喷砂方案和一个烂尾的车间灾难。希望我蹚过的这些坑,能给你的选型或维护带来一点实打实的帮助。哦,对了——有件事必须再说一遍:磨料入库后,一定要做含水率检测,不然你会后悔的。