2026-06-01 14:42:39 作者:网编
分类:文章
说实话,干机械加工这行,最怕的就是表面处理出问题——精度到了,粗糙度却死活下不来。废品堆里总有那么几个是因为最后一道抛光搞砸的。抛光工具这东西,看着简单,选错了一样让你怀疑人生。
选抛光轮?先搞懂材料匹配
上周去一家阀门厂,看到他们用棉布轮抛不锈钢阀体,抛光蜡甩得到处都是,效果还不理想。我问怎么不用麻轮?车间主任挠头说“那个不是更粗吗”。其实——麻轮切削力强,适合粗抛,棉布轮更软,用于精抛。但关键是要看工件材质。不锈钢难抛光,导热性差,容易烧伤,搭配青蜡和风冷效果好的轮子才是正道。铝合金呢?那就得用白蜡配合软性布轮,避免划痕。
我见过最离谱的操作:用同一台砂带机,从碳钢直接切换到铝合金,结果表面全是黑点。交叉污染❗千万别犯这种低级错误。
 工业抛光车间不同材质的抛光轮分类摆放
工业抛光车间不同材质的抛光轮分类摆放
磨料选型:粒度不是唯一标准
一次跟做模具抛光的老师傅聊天,他吐槽现在新手只认粒度号,不看磨料形状。
刚玉类磨料棱角尖锐,切削快;碳化硅更硬但脆,容易破碎,自锐性好。抛硬质合金模具,金刚石微粉当然首选,但——⚠️很多人忽略了载体的问题。油性抛光膏散热好,但清洗麻烦;水性抛光液环保些,但润滑不足。这就得根据后道工序来权衡。
还有研磨片,带背胶的那种。贴平是关键,气泡残留会直接导致局部过抛或纹路不均。我习惯在贴上后先用橡胶辊碾压一遍,再用刀片在边缘开几个小口排气,这招是十年前一个德国工程师教的,管用至今。
 半导体晶圆抛光工序中使用的金刚石抛光液特写
问:抛光时为什么总是出现“橘皮”纹?
答:八成是压力和速度没匹配好。转速过高或者下压力太大,磨料切入过深,表面产生塑性变形。试着降低转速,用阶梯式压力——先重后轻,最后空抛几秒。当然,工件本身硬度不均匀也会导致,但先排查工艺参数吧。
问:镜面抛光总达不到Ra0.05微米以下,瓶颈在哪?
答:环境洁净度千万别忽视。空气里的尘埃如果含有刚玉微粒,那就像砂纸一样在划伤表面。搞个洁净棚,操作时戴无粉手套。还有抛光布的更换频率,别等磨秃了再换,失去弹性后抛光一致性会下降。
半导体晶圆抛光工序中使用的金刚石抛光液特写
问:抛光时为什么总是出现“橘皮”纹?
答:八成是压力和速度没匹配好。转速过高或者下压力太大,磨料切入过深,表面产生塑性变形。试着降低转速,用阶梯式压力——先重后轻,最后空抛几秒。当然,工件本身硬度不均匀也会导致,但先排查工艺参数吧。
问:镜面抛光总达不到Ra0.05微米以下,瓶颈在哪?
答:环境洁净度千万别忽视。空气里的尘埃如果含有刚玉微粒,那就像砂纸一样在划伤表面。搞个洁净棚,操作时戴无粉手套。还有抛光布的更换频率,别等磨秃了再换,失去弹性后抛光一致性会下降。
自动化抛光:省人工还是添麻烦?
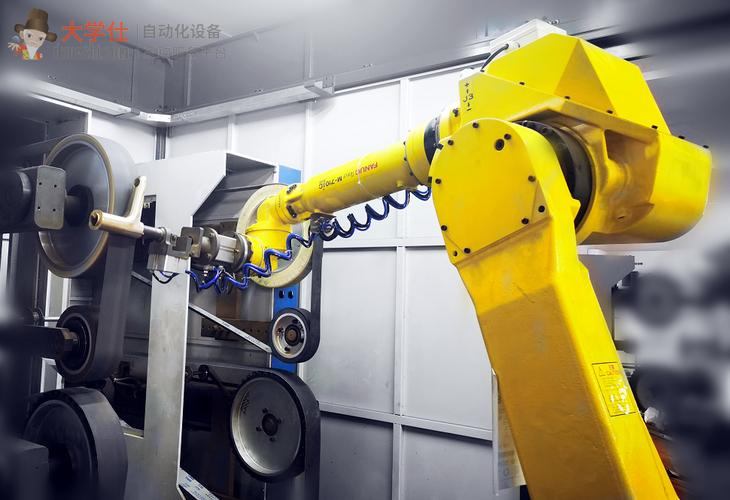 自动化抛光:省人工还是添麻烦?
这几年工业机器人抛光单元很火。去年帮一家卫浴厂做产线升级,上了机器人加力控系统,效果确实惊艳——但调试阶段差点崩溃。编程路径要补偿工件公差,还要模拟不同姿态下的磨料损耗。不过一旦跑顺,力控浮动主轴确实能实现恒力抛光,这对薄壁件太友好了。
不过话说回来,中小批量还是别折腾自动化了,成本和周期不划算。手动抛光机加个变频调速,配好除尘系统,依然是性价比之王。
抛光工具管理其实是个良心活。定期修整抛光轮,保持同心度;研磨膏密封避光存放,防止溶剂挥发;砂带接头方向别装反……这些细节决定了批量产品的稳定性。
最后提个醒:安全生产❗抛光过程中的粉尘爆炸风险不可忽视,尤其是铝镁合金粉尘。湿式作业或防爆除尘器是必须的。我亲眼见过一次小规模粉尘爆燃,现在想起来都后怕。
抛光这活儿,入门简单,精深难。工具是死的,思路是活的。共勉。
自动化抛光:省人工还是添麻烦?
这几年工业机器人抛光单元很火。去年帮一家卫浴厂做产线升级,上了机器人加力控系统,效果确实惊艳——但调试阶段差点崩溃。编程路径要补偿工件公差,还要模拟不同姿态下的磨料损耗。不过一旦跑顺,力控浮动主轴确实能实现恒力抛光,这对薄壁件太友好了。
不过话说回来,中小批量还是别折腾自动化了,成本和周期不划算。手动抛光机加个变频调速,配好除尘系统,依然是性价比之王。
抛光工具管理其实是个良心活。定期修整抛光轮,保持同心度;研磨膏密封避光存放,防止溶剂挥发;砂带接头方向别装反……这些细节决定了批量产品的稳定性。
最后提个醒:安全生产❗抛光过程中的粉尘爆炸风险不可忽视,尤其是铝镁合金粉尘。湿式作业或防爆除尘器是必须的。我亲眼见过一次小规模粉尘爆燃,现在想起来都后怕。
抛光这活儿,入门简单,精深难。工具是死的,思路是活的。共勉。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:抛光工具深度解析:从选型痛点看工业表面处理的门道
文章链接:https://www.zystgy.cn/a/51684