磨料的核心不是硬度,是“恰到好处的自锐性”
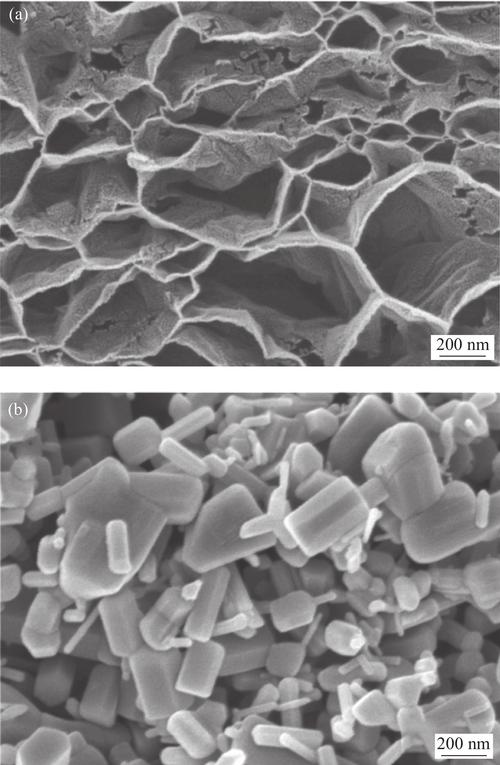
很多人选磨料先看莫氏硬度,9以上就觉得妥了。错!我见过某品牌白刚玉,硬度标称不低,可一上重负荷,直接碎成粉末,跟玻璃渣似的。那不是磨削,是喷砂。为什么?晶体结构里的杂质没控好,应力一集中就崩溃。反过来,有些半脆刚玉,破碎时是沿着晶界微剥落,不断露出新尖锐棱角,磨削力稳定得一批。这种“自锐”特性,才是效率的关键。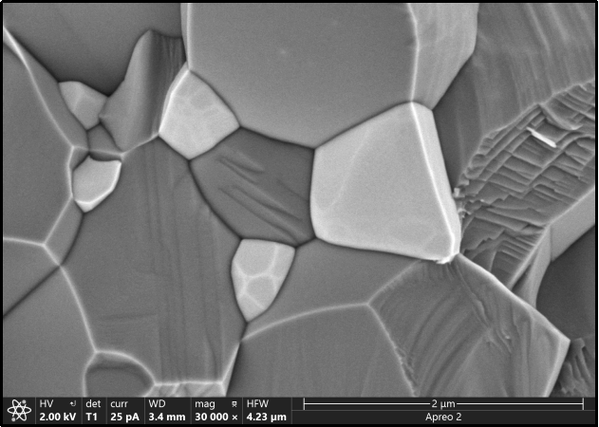
成本优化:别只盯着单价,算算综合磨削比
采购部最爱干的事:比价。去年我们产线上试一种黑碳化硅磨料,单价贵了将近40%,财务差点没批。但实际跑下来,单件磨削成本反而降了22%。原因很简单——磨削比(材料去除体积/磨具损耗体积)翻了倍,而且修整间隔从1小时延长到了4小时。加上减少的停机时间、人工换轮成本,那点采购差价根本不够看。
最新趋势:涂附磨具里的那层“黑科技”