💡 第一支铣刀我是怎么干废的

⚙️ 涂层那层“膜”到底值不值那个钱
现在市面上涂层五花八门,什么TiN、TiCN、AlTiN……有些人就觉得是噱头。大错特错!去年干一批Inconel 718,普通刀三分钟换一把,换了AlCrN涂层的,半个钟头稳稳的。你说值不值?刀具涂层简直就是给铣刀穿上了金钟罩,隔热、减磨,尤其干切或者微量润滑时,没它根本撑不住。不过话说回来,涂层不是万能的,你拿涂层刀去切软钢,还不如锋利的高速钢,因为刃口钝化半径大了,切不动。世间事就是这么微妙——对吧?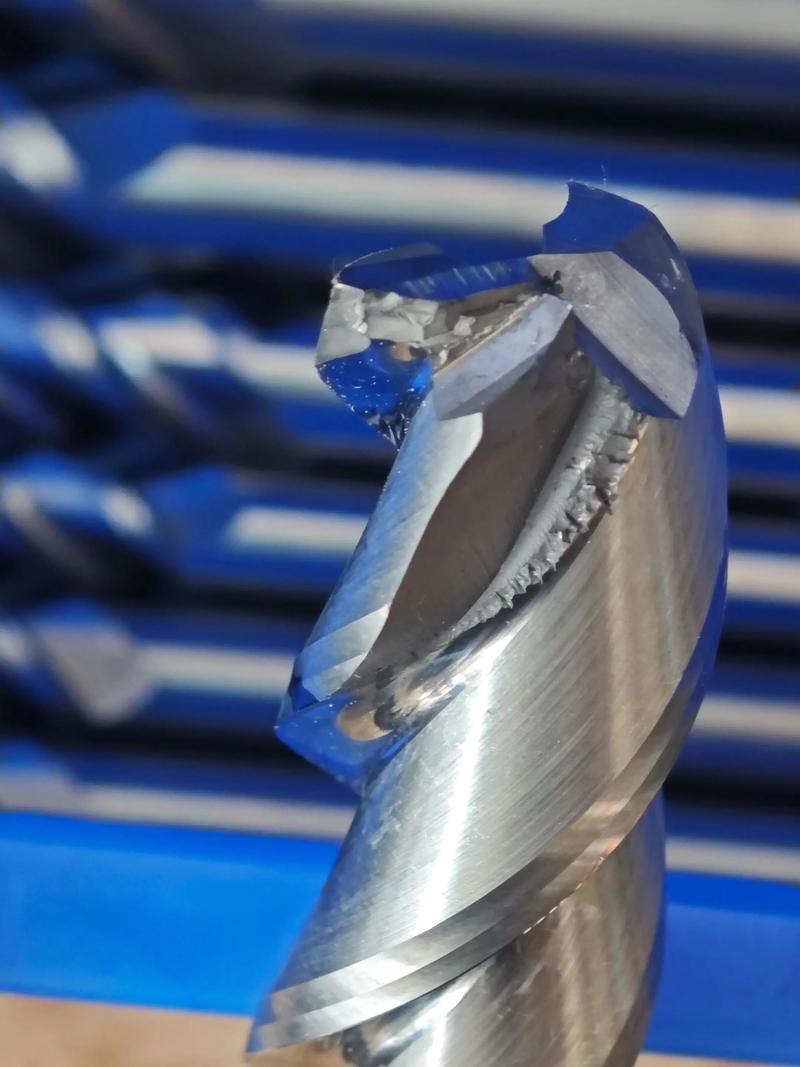
🔥 切削参数里的“玄学”与科学
铣刀到底转多快、走多快、切多深?参数表给的只是一个范围,车间温度、刀柄跳动、装夹刚性都影响结果。有一次我按推荐参数切P20钢,刀具直接红热,一看冷却喷嘴歪了没冲在刃口上……哭死。所以啊,切削三要素(转速、进给、切深)必须结合现场条件。还有顺铣逆铣的选择,模具开粗我喜欢逆铣,虽然费刀但稳,精加工必须顺铣,否则振刀纹让你崩溃。想用好铣刀,你得跟机床谈恋爱似的摸清它的脾气。
📈 一把好铣刀能省多少钱——算透这笔账