2026-06-01 08:57:39 作者:网编
分类:文章
前两天去一个朋友的线束厂,他在那愁眉苦脸。新上的一条自动压接流水线,调试俩月了,端子外观合格率还是不到95%。这可不是什么小作坊,给某知名新能源车企供货的。我当场拆了几个端子,一眼就看出问题——剥皮长度公差设得太大,自动机根本没法精确压接。车间主任还跟我说“参数都是按标准来的”。标准?标准是死的,线是活的。❗ 搞线束加工,最怕的就是这种盲信“标准”的人。
 线束加工自动压接机调试现场
线束加工自动压接机调试现场
压接,真的就是压一下那么简单?
说实话,压接工艺要是能用一句“压紧了就行”来概括,那线束加工这行也太好混了。压接高度、压接宽度、拉拔力、剖面分析……一堆指标。而且不同线径、不同端子、不同绝缘层材料,搭配起来完全是另一码事。我见过一个年轻工程师,拿着供应商给的参数表死磕,结果换了批铜丝就全废了——铜丝硬度变了,压接参数能不变吗?材料批次一致性,国产线束料至今是个老大难。有时候真想骂人,但骂谁去?
我经常比喻,压接就像包饺子,皮薄馅大不行,皮厚馅少也不成。压接过松,端子电阻大,发热烧车;过紧,铜丝被压断,振动几下就裂。尤其新能源车高压线束,几百安培电流,压接质量差一点,后果就是灾难。去年华南某电池厂着火,调查下来就是高压连接器压接失效,电弧引燃。你说可怕不可怕?所以TS16949里把压接过程当作特殊过程,要求定期确认。但实际有几个厂真做Cmk分析?少得可怜。
更头疼的是,现在汽车线束轻量化,非标端子越来越多。自动压接机厂家吹得天花乱坠,什么“一键换型”,实际呢?调整工装没俩小时下不来。而且只要操作工不熟练,压力传感器反馈稍微延迟,直接导致压接高矮不一。这种隐性报废,不到总装测试或者客户那里,根本暴露不出来。
问:那是不是该全上检测设备?视觉检测靠谱吗?
答:视觉检测有用,但别神化它。🔍 现在的CCD系统,对压接外观比如铜丝外露、绝缘皮压入,检出率能做到99%以上。可压接内部呢?空洞?微裂纹?那些X光或CT才能看出来,你觉得产线上能一台台过CT?成本不现实。所以工艺验证必须做剖面分析,搞个金相实验室,抽检结合过程控制,才是正道。我之前推过一台在线压力-行程监控的设备,能实时抓取压接曲线,比事后看端子靠谱多了。可惜很多老板不愿多花那几万块钱,觉得“够用就行”。后来赔了客户几百万的索赔,又灰溜溜来问我要。呵,人性如此。
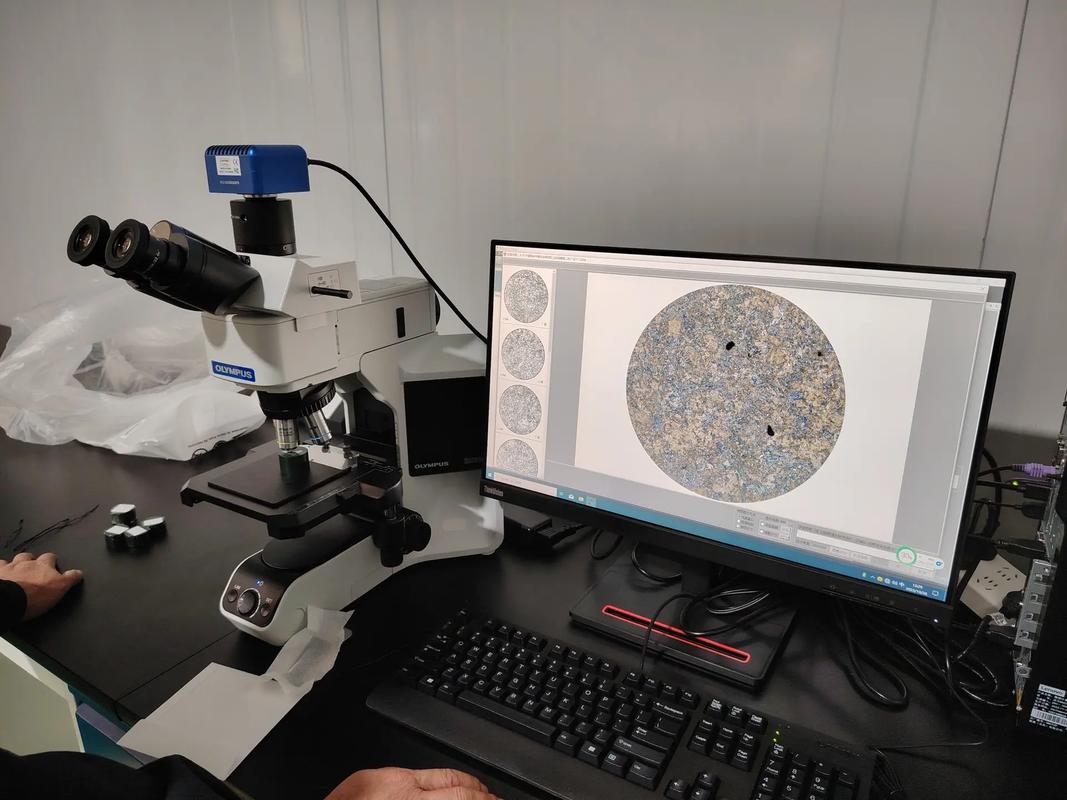 线束压接剖面金相分析显微镜
线束压接剖面金相分析显微镜
自动化线束加工,效率陷阱与省人误区
另一个大坑,就是盲目追求“全自动”。全自动线束加工线,听起来美好,从送线、切剥、压接、穿号码管、插护套,一气呵成。但实际呢?车辆线束品种多、批量小(尤其工程机械和专用车),换型时间比生产时间还长。我算过一笔账:一条高端全自动线,日产能看着吓人,可每天换5次以上的工装,利用率不到50%,还不如半自动+熟练工灵活。所以,小批量多品种绝对是线束加工自动化的最大挑战。这两年我反倒觉得,模块化、可快速换型的半自动工作站才是正解。比如压接和穿管分开,用快换模具,线边仓配MES系统推送任务,工人只需扫码切换。这样投资回收期短,也适应波动。
还有一点,模具寿命。很多人以为模具用不坏,其实压接模的刀片、砧座是易损件。尤其是加工铁氟龙高温线的,磨损更快。我见过一个厂,模具用了两年不换,压出来的端子带毛刺,刺破热缩管导致短路。老板却怪工人没检查。搞笑呢?所以设备管理,得建立模具寿命台账,按冲次强制更换。
问:线束加工厂怎么选自动化设备?有什么原则?
答:先看你的订单结构,打样多还是量产多?线径范围?端子种类?别听销售画饼。我一般带客户去设备厂家已投产的现场,看真实运行状态。重点看换型实际耗时,不是宣传片里那几秒。另外注意线材预处理:铜丝是否易氧化?需不需要沾锡?这些会影响压接稳定性。最近我还发现,很多线束厂忽略了环境温湿度,尤其南方梅雨季,铜丝表面氧化速度加快,压接电阻飙升。这种魔鬼细节,机器说明书上可不会写。
还有,自动化不是买来插电就行。操作人员的培训预算至少留出设备价的15%。我们这行,师傅带徒弟的老传统,比任何SOP都管用。有个日本回来的专家,跟我说日本线束厂切换产品,连螺丝刀放在哪个位置都严格规定。这种素养,自动化才能真正落地。否则,再贵的设备也是摆设。
数字化和AI能救线束加工吗?
讲点前沿的。现在都在谈工业4.0,线束加工也不例外。MES系统上了,数据采集了,但多数还只是监控稼动率。真正有价值的,是工艺参数的闭环优化。我知道有团队在弄基于机器学习的压接参数推荐——输入线材、端子型号,根据历史数据给初始参数。这挺酷的,但数据量不够的话就是玩具。💡 还有个方向是预测性维护,压接刀片磨损监测,能提前预警。但说实话,国内大部分线束厂还在为订单发愁,这些高大上的东西,除非有头部车企倒逼,不然普及还要好几年。
不过,我有一个做连接器生意的朋友,倒是搞了个接地气的数字化应用:所有端子与线材的组合,都建了电子档案,每次压接测试的参数和剖面图存云端,跨工厂共享。这样一来,同样的端子新项目,不用重复做验证,省时省力。这算不算低成本数字化?我觉得值得推广。
最后再吐个槽。现在展会上的线束加工设备越来越花哨,激光剥皮、超声波焊接……技术是真先进,可服务跟不上。买台进口激光机,坏了等配件三个星期。那时候客户可不等你。所以啊,本地化服务和备件库,比技术参数重要得多。❗ 搞线束加工二十年,见过太多被PPT参数坑惨的老板了。记住,设备是工具,不是魔术。人才是核心。
好了,不说了,得去帮那朋友调压接参数了。争取今天把合格率提到99.5%,让他请客吃烧烤。🍖
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:线束加工自动化升级:别让设备吃掉了你的利润
文章链接:https://www.zystgy.cn/a/51653