2026-06-01 04:50:39 作者:网编
分类:文章
说实话,干机械加工这行十多年,看着激光焊接从实验室的稀罕玩意儿变成产线上嗡嗡响的生产力工具,心里其实挺感慨的。记得2008年那会儿,厂里第一次进台激光焊接机,德国货,说明书厚得像本字典,师傅们都不敢上手。现在呢?国内新能源车厂里,白车身焊接工位上,机器人抓着激光头上下翻飞,那蓝光一闪,两块钢板就融到一起了——快得让人反应不过来。
但快归快,真要把激光焊接吃透,可不是买个设备就完事了。我最近跑了几个主机厂,跟他们焊接工程师聊天,发现大家踩的坑都差不多:飞溅、气孔、焊缝不直、熔深不够……你说这些是设备问题吧,调调参数能解决一半。另一半呢?是人的问题,是工艺理解的问题。对吧?
为什么激光焊接在新能源车上这么吃香?
新能源车的车身轻量化要求高,铝合金、高强度钢用得越来越多。传统的电弧焊,热输入大,热影响区宽,铝合金还容易产生气孔。激光焊接的优势就出来了:能量密度极高,焊缝深宽比大,热影响区小。像电池包的密封焊接,如果热变形稍大一点,整个电池模组可能就装不进去了。这时候激光焊接的精准控温就特别关键。
但是不是所有车厂都用得顺。有次去一家新势力,他们给电机定子做铜线焊接,用光纤激光器,结果飞溅多得像个烟花现场。一查,是保护气体流量没设定好,喷嘴离工作距离偏了2毫米。就这两毫米!搞得铜屑乱飞,节拍都跟不上。所以激光焊接是个系统工程,激光发生器、焊接头、保护气体、夹具、工件材料,每个环节都得匹配。
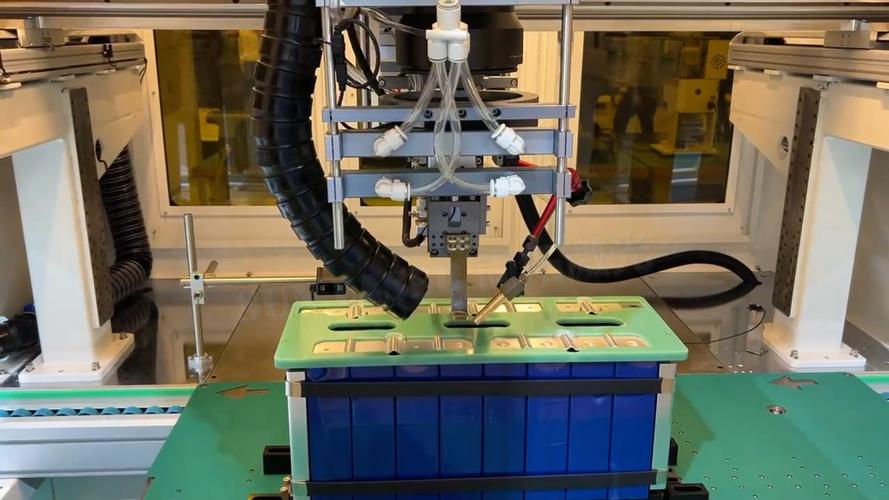 新能源汽车电池包激光焊接工位
新能源汽车电池包激光焊接工位
工艺参数怎么调?经验分享
很多人以为激光焊接就是功率加加高,速度降下来,完事。哪有这么简单?熔深和功率、速度的关系是非线性的。我踩过最大的坑:焊铝合金时,功率调太高,速度又慢,产生了热裂纹。后来查了文献,铝合金热导率高,反射率也高,得用高功率密度的小光斑,快速扫过,让熔池快速凝固,才能抑制裂纹。
还有个关键:离焦量。正离焦还是负离焦?焊薄板我用负离焦,让焦点在工件表面以下,熔深更稳定。焊厚板嘛,有时特意用正离焦,扩大熔宽,保证搭接强度。这些细节,书里不会告诉你,都是废了无数试板才试出来的。
保护气体也别小瞧。氮气便宜但容易形成氮化物,影响耐腐蚀性。氩气稳,但氦气对铝合金焊接的熔深更好——就是贵,一瓶氦气够买三瓶氩气。所以得平衡成本和质量。
问:激光焊接时飞溅太多怎么办?
答:飞溅常见原因有几个:工件表面有油污或氧化层——先用丙酮擦干净试试;保护气体流量不对,太大形成紊流,太小保护不足;或者激光功率密度太高,导致熔池沸腾剧烈。先检查这几个点,不行再调脉冲波形,让能量缓升缓降,能减少飞溅。❗
问:焊缝出现气孔,怎么排查?
答:气孔分两类:氢气孔和由于匙孔不稳定导致的工艺气孔。如果是铝合金焊接,氢气孔主要来自工件或保护气体中的水分,换高纯气体和干燥工件。如果焊缝截面有长条形的空洞,多半是匙孔闭合太快,气体来不及逸出。适当降低焊接速度,或者增加背面保护气体,让熔池流动时间长一点。另外检查一下光路,透镜脏了也会影响能量分布。💡
自动化集成:从单机到产线
现在都讲智能制造,激光焊接跟机器人配合是标配。但集成不好,实际节拍可能只有理论的60%。为什么?因为焊前清洗、上下料、视觉定位、焊后检测这些环节拖后腿了。我们给某主机厂做方案时,坚持用焊缝跟踪系统,激光扫描实时补偿偏差。说实话,初期投入贵了点,但不良率从3%降到0.2%,算算账反而划算。毕竟报废一个电池托盘,材料成本就上千。
不过话说回来,机器再聪明,也得靠人把工艺参数设合理。上个月去调试,一个年轻工程师直接照搬钢的参数焊铝,结果焊缝全是裂纹。这就是基础不牢。所以我一直强调,激光焊接工程师必须懂材料冶金,不能只会按按钮。
 机器人激光焊接汽车车身
问:激光焊接可以焊异种材料吗?比如钢和铝?
答:可以,但非常考验工艺。钢和铝的热物理性能差异大,容易生成脆性的金属间化合物。一般需要通过添加中间层,比如使用铜基钎料,或者控制热输入,让界面温度保持在一个很窄的范围。有些厂用激光钎焊绕开直接熔焊,也是种办法。但大批量生产稳定性还在摸索中,不是所有结构都敢用。✅
写了这么多,回头看看,激光焊接这领域,技术更新太快。五年前光纤激光器刚普及,现在绿光激光器焊铜都已经商用了。感慨归感慨,还是得持续学习。
最后说句实在的,我见过的那些激光焊得漂亮的厂,不是因为他们设备多贵,而是他们有耐心把工艺吃透,把每个小变量都控制住。夜深了,想起刚入行那会儿师傅说的一句话:“焊接质量是扑在工装上的时间堆出来的。” 激光焊接也一样,没有捷径。
这篇文章我就拉拉杂杂分享点经验,希望能给同行一点启发。有什么问题,可以留言,咱们接着聊。
机器人激光焊接汽车车身
问:激光焊接可以焊异种材料吗?比如钢和铝?
答:可以,但非常考验工艺。钢和铝的热物理性能差异大,容易生成脆性的金属间化合物。一般需要通过添加中间层,比如使用铜基钎料,或者控制热输入,让界面温度保持在一个很窄的范围。有些厂用激光钎焊绕开直接熔焊,也是种办法。但大批量生产稳定性还在摸索中,不是所有结构都敢用。✅
写了这么多,回头看看,激光焊接这领域,技术更新太快。五年前光纤激光器刚普及,现在绿光激光器焊铜都已经商用了。感慨归感慨,还是得持续学习。
最后说句实在的,我见过的那些激光焊得漂亮的厂,不是因为他们设备多贵,而是他们有耐心把工艺吃透,把每个小变量都控制住。夜深了,想起刚入行那会儿师傅说的一句话:“焊接质量是扑在工装上的时间堆出来的。” 激光焊接也一样,没有捷径。
这篇文章我就拉拉杂杂分享点经验,希望能给同行一点启发。有什么问题,可以留言,咱们接着聊。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:激光焊接实战录:从原理到新能源汽车制造的那些坑与悟
文章链接:https://www.zystgy.cn/a/51631