那天机器一响,二十万的原料全废了
真事。去年秋天,车间那台冻干机突然抽真空不稳,开着门检查时还没发现异样——等关上仓门,压力死活下不去。硅油也换了,密封条也擦了,折腾到半夜。后来一拆……板层焊点裂了条缝,微漏。就这么个小缝,一批准备出口的菌粉全吸潮了,黏成疙瘩。
你说气不气人?二十万啊,老板脸都绿了。

其实那台机器才用了三年多。按理说不该这样。但后来我们复盘,发现压根不是运气问题——从选型开始就埋了雷。买的时候光盯着冷阱温度和隔板面积了,觉得够低够大就行,结果管路设计、焊接工艺这些细节全被忽略了。销售拍胸脯说“绝对没问题”,我们也就信了。现在想想,真是自己挖坑自己跳。
问:工业冻干机和实验室那种小冻干机到底差在哪?
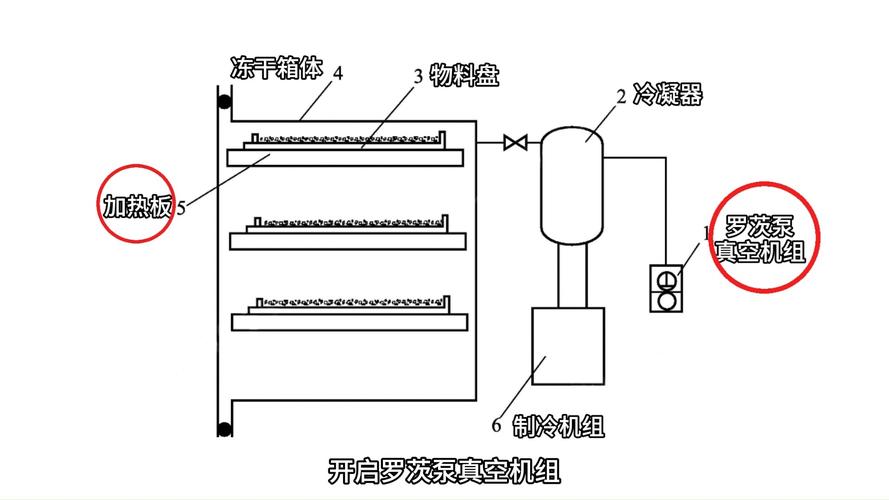
答:差远了,完全两个物种。实验室冻干机就是个“冰箱加真空泵”,搁桌子上就能用,一次处理几百克物料,追求的是灵活、干净。工业冻干机?那是生产线上的巨兽,动不动几吨物料扔进去,要连续运行几十个小时,还得保证批次一致性。
核心区别在于稳定性和自动化。实验室机器你可以盯着,工业机必须能自己跑,不然半夜出故障谁爬起来处理?而且工业机要考虑CIP(在线清洗)、SIP(在线灭菌),还有冻干曲线的自动优化——这些在实验室机器上基本没有。还有,工业冻干机的制冷系统复杂得多,往往多级压缩、复叠制冷,否则那么大热负荷根本扛不住。
选型时这几点不盯死,迟早交学费
我后来跟几个做冻干十几年的老师傅聊,他们把选型秘诀总结得特实在——不像厂家宣传册上那些虚头巴脑的参数。分享几条,你品品:
- 看焊接,别看抛光:板层和管路的焊接质量是命门。有的厂抛光做得跟镜子似的,但焊缝内部没探伤,用两年就可能出砂眼。最好要求厂家提供焊接X光片,至少关键焊缝要有。
- 真空系统别图便宜:有些国产机组配的真空泵看着参数一样,但连续运行稳定性差太多。尤其含腐蚀性蒸汽的时候,泵油乳化速度快得吓人。能上罗茨泵就别省那几万块钱,真的。
- 控制系统是灵魂:冻干曲线不是设几个温度段就完事了。好的系统能实时监测产品温度、真空度、冷阱温度,动态调整加热速率;差的系统只能傻跑程序,一旦物料特性有波动,要么塌陷要么干不透。我们后来换的那台机器,用的是西门子PLC,带共晶点测试模块,省心不是一点半点。
还有,一定要问清楚售后响应时间。冻干机这玩意儿,旺季一停,每天损失可能六位数。我们那次出事后联系原厂,说工程师都在外地项目上,最快三天才能来。后来逼得没办法,从隔壁城市高价临时拆了个旧机器的配件才应急——那酸爽,不想再体验第二次。
问:都说冻干成本高,到底高在哪儿?能不能降?
答:高,但高得有道理。冻干本身是能耗大户,电费能占到加工成本的三分之一甚至一半。但很多人忽略了冻干前的预处理和装载方式对成本的影响。比如,物料浓度能提高就尽量提高——水分少一点,冻干时间可能缩短好几小时。装料厚度也有讲究,不是越薄越好,太薄反而导致加热不均匀,边缘焦中间潮。
另一个大头是人工。工业冻干机虽然自动化程度高,但进出料、清洗、维护还是需要人。我们后来优化了托盘设计,用带翻转功能的转运车,进出料时间缩短了四十分钟。还有,定期清洗冷阱盘管别偷懒,盘管结霜过厚,制冷效率直线下降,电费哗哗的。
其实最大的成本杀手是停机损失,所以预防性维护特别重要。我们现在每运行20批次就换一次真空泵油,每个季度检查一次密封条和阀门,虽然花点小钱,但比起那次事故,划算太多了。
别等出事才后悔
写这些,是因为我们真真切切吃过亏。工业冻干机不是标准件,每个厂家的设计、用料、服务天差地别。多去已经投产的用户现场看看,比看十本宣传册都有用。要是预算允许,尽量买大厂、买口碑机,哪怕贵一点——长期看,那点差价根本不算什么。
哦对了,最近听说有些厂家搞租赁模式了,对于季节性生产的企业也许是个路子。回头我研究研究,再跟大家聊。