先别急着看样本,听我讲个事故
去年,一个化工厂的哥们半夜打我电话,声音都在抖——他们新装的一条蒸汽管线,金属软管崩了。三百多度的高温蒸汽瞬间喷出来,还好是自动控制系统及时关断,没伤着人。事后调查,原因特简单:选型时压根没考虑软管的弯曲半径。那个弯儿拐得太急,应力全堆在接头那儿,不到俩月就裂了。我当时就想,这事儿太常见了,真的。很多工程师拿着样本册,只看口径和压力,其他参数扫一眼就过。不出事才怪。

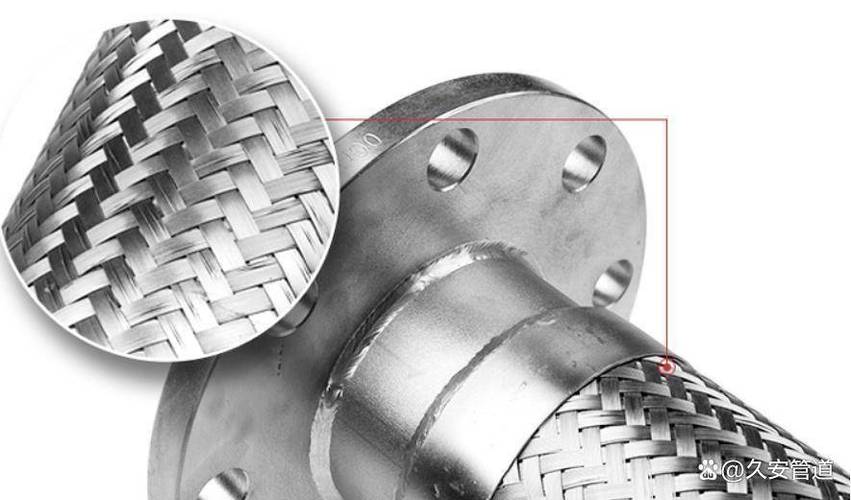
一个烂大街但没人说透的东西:网套
金属软管,结构不复杂:波纹管、网套、接头。但就这网套,我见过太多离谱的设计。网套的编织角度、钢丝直径、股数,直接决定了软管的承压能力和柔韧性。有个项目,介质压力不高,但脉冲频繁,他们用了粗钢丝、大角度的网套——结果呢?脆得跟饼干似的,没几个月就断丝,然后波纹管鼓包。其实这里边有个认知误区:软管不是越“硬”越扛压。尤其在有振动的场合,你得给波纹管留出变形的空间。网套太紧,反而把应力传导给了波纹管的波谷,疲劳寿命直线下降。
说实话,我现在去现场,第一个动作就是撸起网套看波纹管的波形。是环波还是螺旋波?波距多少?成型精度怎么样?这些细节,样本上可不会告诉你。

问:不锈钢软管也生锈,怎么回事?
问:我们买的明明是304不锈钢金属软管,用了没半年表面全是锈斑,是不是买到假货了?
答:你先别急着骂供应商。304不是绝对不生锈,尤其在氯离子浓度高的环境里,比如沿海、化工厂区,点蚀分分钟的事。我见过最极端的,一根清洗用的软管,因为长期接触含氯清洗剂,焊缝附近密密麻麻的锈坑。后来换了316L,成本是上去了,但两年没出毛病。还有个冷知识:波纹管成型过程中的应力也会降低耐腐蚀性,所以固溶处理很关键,但很多小厂压根不做。你拿磁铁吸一下——如果304波纹管带磁性,那八成是冷作硬化没处理好,耐蚀性铁定打折。
接头,最容易忽略的烧钱玩意儿
接头形式多得能让人抑郁:球面、锥面、法兰、卡套、快换……选错一个,整个软管报废。有次一个客户订了一批软管,介质是导热油,温度两百八。他们为了省事儿,全选的螺纹活接头,密封垫用的普通石墨。现场一升温,石墨氧化粉化,漏得一塌糊涂。最后全换成了金属缠绕垫加配套的法兰接头,成本翻了三倍不止。其实导热油这种高渗透性介质,接头密封方案就应该在前期定死,有时候用唇焊结构反而更保险。唉,都是钱买来的教训。
说到钱,还有个反直觉的点:软管不是越长越好。有些设计人员觉得留长点方便安装,结果长出来的那段自重就让波纹管下坠变形,接头受力不均。精确测量安装距,考虑补偿量和移动方向,比瞎留余量重要得多。❗这里特别提醒:在横向补偿为主的工况,一定要给软管加导向支架,否则它会像蛇一样乱扭,没几天接头就松了。
问:都说金属软管能减震,为什么我们泵出口的软管反而裂得更快?
问:泵出口装了金属软管,本意是减振降噪,可用了不到三个月,波纹管靠近泵的一端就裂了,这是为什么?
答:经典的错误安装——你检查一下,软管是不是直接连在泵口,中间没有刚性支撑?泵启停或运行时,振动和扭力直接甩给软管,它那点可怜的横向刚度根本扛不住。正确的做法是:软管前后都必须有固定支架,软管只吸收支架间的相对位移。如果是降噪,用双层网套或外裹橡胶的减振型软管效果更好。还有,长度别太短,至少是补偿量的15到20倍,否则振幅全憋在波里,疲劳想不快都难。💡下次可以试试在法兰间加装阻尼短节,配合软管一起用,效果拔群。
好了,这些牢骚发完,你也该看出来,金属软管选型就是个系统工程。材质、压力、温度、介质、安装、振动……一个扣没扣上,后面全是窟窿。别看样本上数据漂亮得很,那些测试曲线是在理想轴向位移下做的,现场?哼,全是非标工况。
最后说个真事儿。今年初,一个客户打电话来感谢我,说按我的建议把整个泵站的软管重新配了一遍,能耗降了点,维修停了仨月。其实也没什么高深的,就是把所有平行布置的软管改成了侧向布置,释放了轴向应力。有些东西,书本上不讲,厂家不教,全靠你自己去现场摸爬滚打。这行干久了,越来越觉得:设计是一回事,安装是另一回事,中间差着一个经验值。