一句话点醒:别再“差不多”了
说实话,以前我们这行很多人搞工艺改进,就是换换参数、写写作业指导书。然后丢给产线——完事儿。但那次不一样。客户驻厂代表是个头发花白的老焊工,他摸了摸焊缝,说了句:“你这电流,飘得像心律不齐。” 我脸上火辣辣的。回去测了下焊接电源,好家伙,输出波动超过±8%!就因为车间那台老稳压器一直没换。更可笑的是,我们做了半年“工艺优化”,从来没人测过这个。 很多工艺问题,根源不在“工艺”本身,而在那些你看不见的基础设施。
回归焊接本体:参数?感觉?还是数据?
被忽略的“人机料法环”之环——压缩空气?
又是一个坑。有天质检突然说焊缝强度不够,拉伸试棒断在焊缝。我们查了所有记录,参数完全正常。 最后,一个操作工随口说了句:“今天空压机好像老是加载。” 真相大白。压缩空气含水!保护气体是氩气+二氧化碳,但气路里混进了水汽,导致焊缝增氢,产生了延迟裂纹。就因为这个,整批产品全部隔离。 你看,工艺改进的边界到底在哪?车间里任何一个细节都是“工艺”的一部分。从那以后,我们把压缩空气系统、冷却水系统也纳入了工艺变更管理流程。对吧,看似管得宽,其实省大钱。
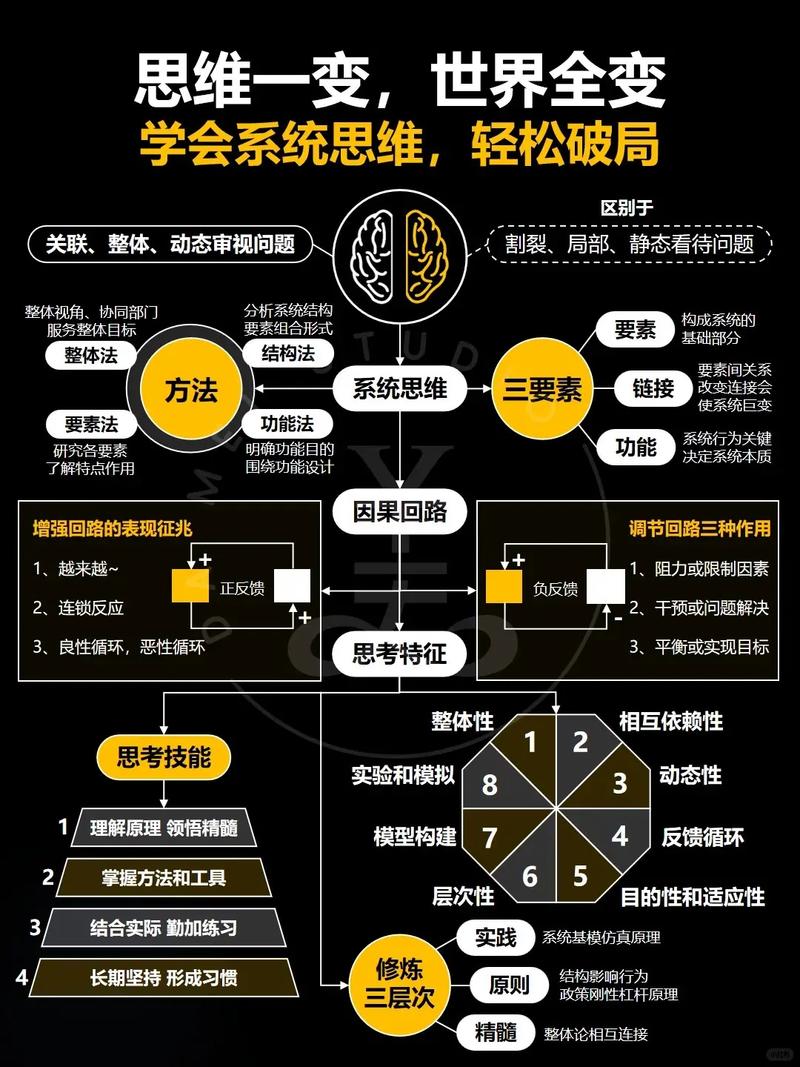
从单点突破到系统思维