前些天去老马的车间,他正对着屏幕骂娘——那套花了小二十万的设备监控软件又弹出一串红色报警,但机器明明转得稳稳当当。说实话,这种场景我见过太多次了。报警阈值设得跟闹着玩似的,要么不响,要么乱响,久而久之操作工直接把音箱线拔了。监控软件成了聋子的耳朵。
软件买回来,噩梦才开始
很多人以为上了监控系统就万事大吉。错!去年帮一家注塑厂做诊断,他们的软件里存了两年多的历史数据,硬盘都快撑爆了。我问工艺员:“这些曲线你看过吗?”他挠挠头:“领导说要存着,没人教我怎么看。”数据采集不等于价值产生,大量无用数据就像你留着十年前的旧报纸——占地方,还容易让真正有用的信息淹没。
更恼火的是实施环节。记得有个项目,某品牌承诺“三天部署完成”,结果光给老掉牙的数控机床加装电流互感器就折腾了两周。机床内部空间狭窄,信号线走不好就被干扰,读数忽高忽低。厂家工程师远程调参数,改一次重启一次采集服务,生产不能停啊,只能见缝插针。最后车间主任直接发了火:“这玩意儿比设备本身还难伺候!”。
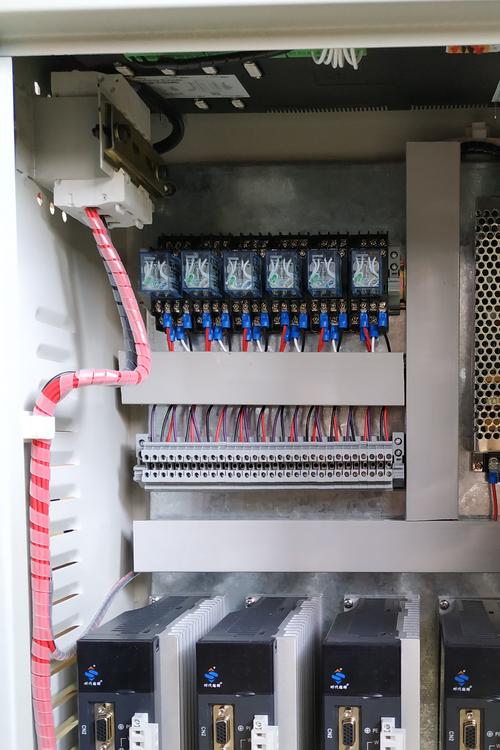
所以啊,选型的时候千万别被漂亮的Demo迷惑。那些旋转的3D模型、酷炫的驾驶舱大屏,要是底层数据采集不准,都是空中楼阁。真正的战场在车间那油腻腻的配电柜后面,在振动传感器紧贴轴承座的安装面上,在每一根不被干扰的屏蔽线里。
懂行的人怎么挑监控软件?
我表哥老周,在一家汽车零部件厂管设备,十年前就用上了自己攒的监控系统。不是说他编程多牛,而是他比谁都清楚哪些信号是关键命门。他总结了一个超级土的办法:拿着纸笔蹲在每台设备前,记录下所有可能影响产品质量和进度的因素。
“比如那台冷镦机,我最怕它模具崩了不停机,所以必须监测冲裁力波形;那台磨床,砂轮钝了会明显增大主轴负载,得看功率;还有清洗线,泵坏了要命,直接取接触器辅助触点信号,一分钱不用花。”他边说边拿粉笔在地上画草图。这种从实际痛点反推监控需求的做法,比任何供应商的“标准方案”都靠谱一万倍。
问:我们车间设备很杂,有老式继电器控制的,也有带PLC的,还有完全手动的,一套监控软件能都管起来吗?
答:能,但需要分层考虑。对于有PLC或CNC的,走以太网或串口直接采数据最准;对于只有继电器逻辑的老设备,可以加装微型PLC或远程IO模块,把关键状态点引出来;纯手动设备,比如手压机,可以加装光电传感器或位移传感器,转化成开关量或模拟量。当然这堆东西全接进一套软件,考验的是软件平台的协议兼容性和二次开发能力。别听销售说“全兼容”,最好拿一台最难搞的设备做PoC测试。
问:那报警到底怎么设才不烦人?
答:一句话:分级报警加死区。比如轴承振动值,正常运行在2mm/s以下,你可以设黄色预警线3.5mm/s,但不立刻弹窗,只记录事件并在趋势上标黄;到4.5mm/s橙色线,通过微信或邮件推送给班组长;超过6mm/s红色紧急停机。关键还要加时间死区,比如连续超阈值10秒才触发,避免瞬间干扰。这些规则必须能灵活调整,因为设备工况变化了,阈值得跟着修正。那些只会定死一个限值的软件,趁早扔了。
老板要的ROI,到底怎么算?
搞技术的容易一头扎进功能和参数里,可高层只关心一件事:花了这么多钱,能省多少?降了多少非计划停机?提高了多少OEE?其实监控软件最大的隐性回报,是把维修模式从救火变成预防。
以前没有数据,只能等坏了再修,库存里备件堆成山。现在通过分析主轴电流的缓慢上升趋势,就能提前一周发现轴承磨损,利用计划停机时间更换,成本仅是事后抢修的十分之一。一家冲压厂老板跟我算过账:装监控系统花了15万,但当年避免了一次关键设备的大修(损失至少80万),还减少了20%的备件库存资金占用。当然,前提是有人真正去分析这些数据。所以,要么软件本身带自动诊断算法,要么就得配个懂数据分析的工程师。
说到底,设备监控软件这潭水挺深。别光听供应商吹嘘“工业4.0”、“数字孪生”,先问自己几个实在的:数据采得准吗?报警有没有用?报表是不是我要看的?关键时刻能不能防住一次灾难性停机?能把这几条兑现了,就是好软件。其他的,虚头巴脑的……你懂的。