设备轰轰隆隆地转,零件一个接一个下来,质检室里却冷清得很。偶尔有人拎着卡尺过去比划两下,然后在油腻腻的本子上记个数——这就算交差了。说实话,这要是二十年,没人觉得不妥。可如今?简直是拿产品质量开玩笑。
但偏偏,这行当就是这样,工业计量,听着就枯燥,不像机器人、不像人工智能那么光鲜。可你造出来的每个零件,但凡有点精度要求的,离了计量试试看?
曾经的痛:一把卡尺走天下?
那种场景我太熟悉了。老师傅打开木盒子,卡尺往外一抽——整根尺身锃亮,因为常年摸,刻度都磨得有点模糊。往工件上一卡,眯着眼睛看半天,嗯,这头 42.02,那头 41.98。我滴个乖乖,这差的可不是一星半点。
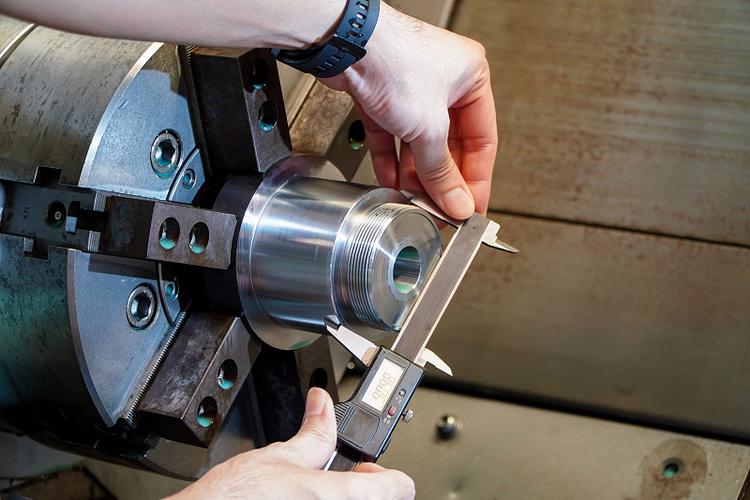
但怪谁呢?当年就这条件。三坐标测量机?那玩意儿多贵啊,一般小厂买得起才怪。而且就算有,多半也供着——程序编起来麻烦,还得专人操作。所以很多时候,真就是一把手、一把卡尺,外加一本皱巴巴的记录本,构成了一个工厂全部的计量体系。
问题在哪儿?
➡️ 数据靠人读,易出错
➡️ 记录靠手写,难追溯
➡️ 测量靠抽检,漏风险
我还见过更离谱的。做好的零件发出去,客户投诉尺寸超差,这边翻箱倒柜找出本子,上面只写了个“√”……连个具体数值都没有。数据追溯?不存在的。最后只能整批召回,赔钱赔到哭。
问:现在还有工厂全靠人工记录数据吗?
答:多得很!尤其是那些接非标单件的小厂子。你跟他说上系统,他两手一摊:我们就这几个人,就这点量,搞那么复杂干嘛?可一旦出了批量问题,那抓瞎的样子,我看着都揪心。说实话,质量追溯不是奢侈品,是保命符啊。
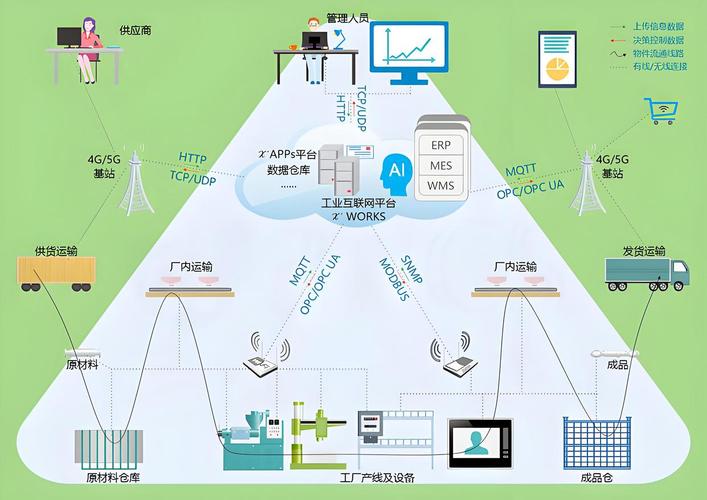
数字化的冲击:从三坐标到在线检测
这几年情况在变。很多老板回过味儿来了——人工根本靠不住。于是,三坐标测量机开始普及,激光跟踪仪也进了大车间。

可新问题又冒出来了。设备是买了,但没打通啊!
测量室里一堆数据,坐标值密密麻麻,然后呢?打印出来,送回到机床边,工人再手动补偿刀补……这中间耽误多长时间?而且数据在传抄过程中不出错才怪。这哪是数字化?分明是换了个形式的手工活儿!
于是有人开始搞在线检测。测头直接集成在加工中心上,走完程序自动测,实时反馈到数控系统。这下爽了,不用停机,不用搬运。不过嘛,新的槽点随之而来。
✅ 治具精度直接影响测量结果
✅ 切屑、冷却液干扰,手段不到位数据就飘
✅ 在线测头也是要校准的,但很多人压根忘了这茬
你整条线跑得再欢,测不准,等于零。更头疼的是,有些厂子在线测一套,下线用三坐标复核又是一套,两套数据对不上,互相扯皮。说到底,还是测量设备管理和量值溯源没跟上。
问:上了自动化检测就万事大吉?
答:想得美。数据不闭环,等于白干。我见过一条产线,在线量仪天天报警,可工人嫌烦,直接把报警阈值调宽了,最后流出大量不良品。你猜怎么着?客户投诉之后,他们重新查数据才发现,早就有异常了,但被掩盖了。所以自动化检测必须配上统计过程控制(SPC),让系统自动识别趋势,这才是正道。
智能计量的未来:闭环与数字孪生
聊点儿前沿的吧。
现在顶尖的制造企业,已经玩起了闭环质量。测量数据不再单向流动,而是形成一个环:测量→分析→反馈→工艺调整→再测量。比如加工一个薄壁件,在线测出变形量,系统立马算出补偿值,下一个件就自动微调,根本不用人介入。
这才叫智能制造该有的样子。
还有一个更酷的——数字孪生。把物理世界的测量数据和虚拟模型实时比对,一旦有偏差,模型直接预言:照这样下去,第358个零件会超差。然后提前调整工艺。
怎么样,听上去是不是很玄?但真有厂子这么干了。尤其是航空航天领域,零件贵得要命,报废一个就心疼死,所以他们在计量上投入最大。什么激光扫描、CT断层扫描,全用上了。为的就是要每一个件的实际数据,喂给数字孪生体,让它时刻反映真实状况。
可悲的是,大多数厂子还在纠结:这笔计量投入值不值?
我告诉你,不出问题你就觉得不值,等出了大问题——客户飞了、品牌砸了——那时候拍断大腿都没用。
💡 所以,别把工业计量当成本,它是保险,更是竞争力。下次有人再跟你说“计量嘛,过得去就行”,你可以直接把这篇甩给他。对,还有那个油腻腻的本子,趁早扔了吧。
工业制造的下半场,拼的一定是看不见的东西——比如数据,比如计量精度。你信不信?