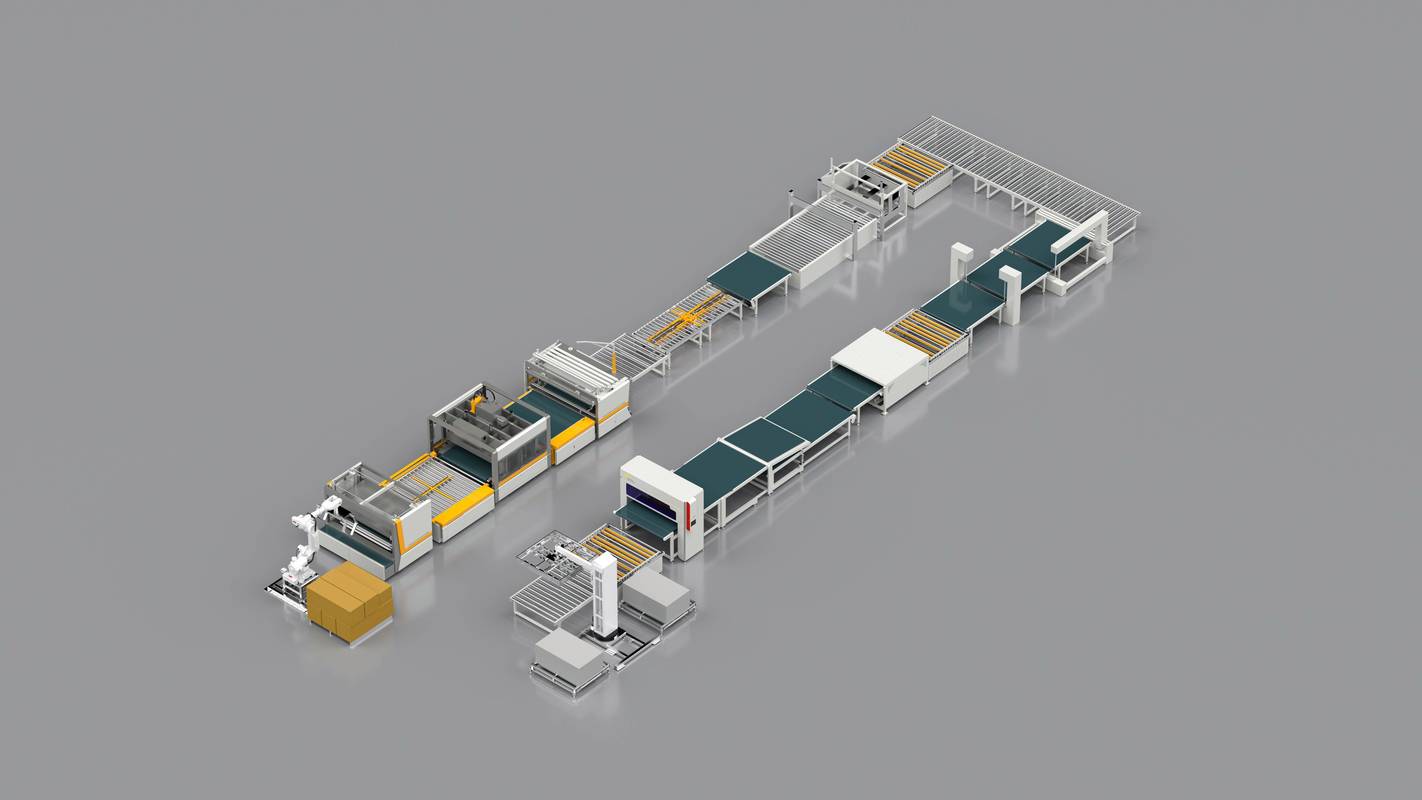
干了二十多年挤出造粒,我想说——这行当的坑,我基本都踩遍了。还记得刚入行那会儿,第一次调试双螺杆,料直接从模头喷出来,糊了我一脸…那可是三百多度的熔体。现在想起来背脊还发凉。
一、挤出造粒,不是把塑料挤成条那么简单
很多人以为挤出造粒就是‘挤面条—切粒’,太天真了。真正干起来,物料特性、螺杆组合、温控精度,哪怕一个参数偏了,出来的粒子不是连刀就是粉末太多。💡有一次做玻纤增强尼龙,温度高了5℃,降解发黄,整批报废,老板脸都绿了。说实话,挤出造粒是门手艺,更是门玄学。

还有一次,做PET回料造粒,干燥不充分,挤出时全是气泡,粒子像爆米花。后来知道了,PET必须预干燥到含水量50ppm以下,还得用真空排气。教训啊,教训。
问:常听人说双螺杆‘积木式’设计,到底是什么意思?
嗨,说白了就是螺杆元件可以像乐高一样拆装。你想啊,物料从喂料、输送、熔融、混炼、排气到建压,每个阶段需要不同螺纹块。比如捏合块强化分散混合,反向螺纹增加填充度,等等。根据配方自由组合,这就是双螺杆的精髓——也是它比单螺杆贵好几倍的道理。✅不过新手千万别乱拆,装错一块,整根螺杆可能报废。
二、选型纠结:单螺杆还是双螺杆?
问:单螺杆和双螺杆挤出造粒到底怎么选?我预算有限,好头疼。
这问题我被问了无数遍。这样吧,记住一个粗暴原则:纯塑料填充、回收造粒,单螺杆够用;要是搞改性、色母、纤维增强、高填充,必须上双螺杆。单螺杆结构简单,维护便宜,扭矩大;双螺杆混炼强、脱挥好,但投资高。举个例子,做低烟无卤电缆料,不用双螺杆根本分散不开阻燃剂。但你要是洗膜料造粒,搞个单螺杆排气式就足够了。❗最后忠告:别图便宜买劣质机,螺杆机筒的材质和热处理才是寿命关键。
三、切粒方式,选错就是噩梦
切粒是挤出造粒的最后一关,却常常被忽视。常见的有水环切粒、水磨切粒、冷切粒。水环适合PP、PE这类料,粒子圆润;水磨切粒适合弹性体、高粘度料,冷却充分;冷切粒就是拉条冷却后切,简单但占地方,且容易产生粉尘。我们做过TPE,一开始用水环,表面黏连,后来改成水磨,问题解决。所以说,没有最好的,只有合适的。
问:水环切粒和水磨切粒到底有什么区别?我分不清。
简单说,水环切粒是切刀紧贴模面,被旋转的水环带走冷却;水磨切粒是料条经过水槽冷却后,再进切粒机。水环出来的粒子更圆,但冷却时间短,不适合结晶慢或高粘度料;水磨冷却充分,但占用空间大,且需要对拉条干燥。💡选型秘诀:看物料结晶行为。如果是快速结晶的聚丙烯,水环效率高;如果是软质TPE,老老实实用水磨。
问:为什么我挤出的粒子大小不一,切粒机一直调不好?
常见原因几个:一是模头出料不均匀,可能模孔堵塞或加热不均;二是切刀磨损或间隙不对;三是拉条速度与切粒速度不匹配。💡教个窍门:停车后,用塞尺检查切刀和模面的间隙,一般0.05-0.1mm,过大粒子带尾巴,过小切刀磨损快。还有,定期检查模孔是否光洁,别等堵了再处理。
四、故障排除速查
干了这么多年,常见故障也就那几个:
- 粒子连刀:切刀太钝或间隙大,冷却不足也会。
- 粉尘过多:拉条速度太快,或者模孔设计不合理。
- 黑点杂质:螺杆和机筒磨损,或者物料碳化。机器老了真的没辙,该换就得换。
- 真空口冒料:喂料太快或螺杆组合建压不够,排气不良。有一次我们做阻燃ABS,没改排气段,结果真空口喷得一塌糊涂。
还有就是日常维护。机筒升温时别猛开加热,要分阶段,否则热膨胀不均,螺杆抱死。拆螺杆时趁热,冷了就难拔了。这些小细节,书本上不写,全靠经验积累。
说白了,挤出造粒是一门实践性极强的技术,理论学得再多,不去车间摸爬滚打,照样抓瞎。希望这些掏心窝子的话能帮你少走弯路。老同事等你交流!