吸盘掉了?别急着换泵,先看这几处
很多工程师一碰到掉件,本能反应就是:真空泵不够大,换更大的泵!或者调高真空度。结果呢?问题照样出现,甚至更糟——能耗飙了,吸盘磨损快了。 其实,八成的问题不在泵,在回路。 我见过最离谱的一个案例:客户换了三个真空泵,最后发现是快插接头轻微漏气,用耳朵根本听不出来——用肥皂水涂上去,冒泡跟螃蟹似的。❗ 小接头,大麻烦。还有一次,吸盘吸不住板材,怎么调都不行,最后我趴到设备底下,发现吸盘与真空发生器之间的气管被折成死弯,流量少了一半!当场气笑了。✅
选吸盘材质,比选股票还难

硅胶:食品级,耐高温(到200°C)也没问题。拿来吸热玻璃、刚出炉的钣金件简直完美。缺点就是不耐油,沾上切削液,膨胀得像泡发的木耳,密封性全无。
聚氨酯(PU):耐磨到变态,寿命可能是NBR的三倍。但是低温柔软性差,冬天在没暖气的北方车间,硬得像石头,吸不住曲面。😣
还有氟橡胶(FKM),耐化学腐蚀,死贵,只在半导体行业见得多。 问:老师,我们用来吸纸箱,为什么硅胶吸盘总把纸箱表面粘下一层皮?
答:硅胶本身摩擦系数高,而且容易产生静电吸附粉尘,纸质表面本来纤维就松散,一吸一放,拉扯几次就掉渣。这种应用应该首选防粘处理的NBR吸盘,或者特氟龙涂层的。有些厂家专门有“纸箱吸盘”,表面有微细凹坑,减少接触面积,但又不漏气——妙得很。 选材要看工况:温度、油、化学品、耐磨、食品级要求。别迷信品牌,匹配比牌子重要一百倍。
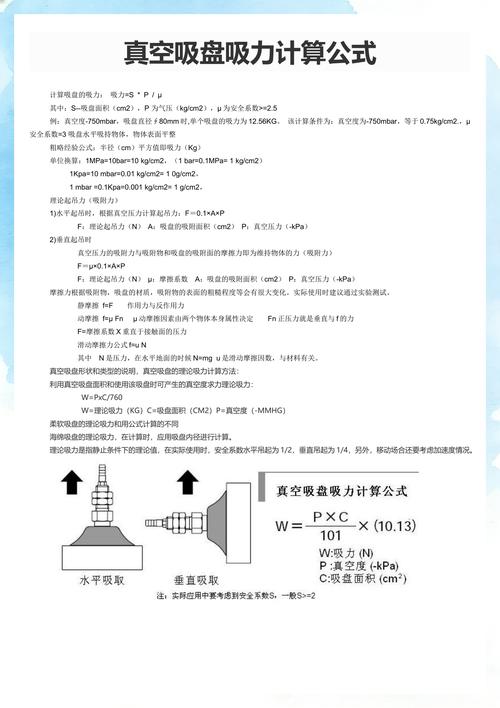
别只看直径!吸附力的正确计算方式
“我的吸盘直径50mm,怎么吸不住5kg的钢板?” 这是我在直播课里被问最多的。很多人以为,真空度到了-60kPa,直径越大吸力越大,没问题啊。公式谁不知道:F = (P × A) / 安全系数?这里边两个坑。 第一个坑:有效吸附面积。你拿尺子量吸盘外径?错。吸盘接触工件后,密封唇边会有一定的变形,实际有效的吸附直径小于外径。特别是多褶吸盘,变形更大。一般要按有效直径计算,这个参数厂家手册里都有,不看手册瞎估算,迟早出事。 第二个坑:安全系数。静态垂直起吊,一般取2倍;水平搬运加速度大,要取到4甚至6!💡 那些掉件的,十个有八个是安全系数没给够。我曾经帮一个做玻璃幕墙搬运的项目调试,吸盘架有四十个小吸盘,理论吸力绰绰有余,但玻璃一离地,晃动一下,瞬间脱落——后来一算,水平加速度峰值超过0.5G,安全系数只有1.2。改了运动轨迹,加大吸盘数量,才搞定。想起来后背都发凉。 问:有褶吸盘和平板吸盘到底怎么选?看着都差不多。答:差别大了。平板吸盘(扁平型)抓取平面工件定位精度高,但要求工件表面非常平整,不能有曲面或轻微翘曲。有褶(比如1.5褶、多层褶)吸盘可以补偿高度差,适应曲面,而且缓冲性好——抓取时吸盘可以“软着陆”,减少对工件的冲击。但是,有褶吸盘的有效吸附面积变化大,计算时要查表。记住,选型前先问自己:工件表面有多平?有没有油?重不重?运动有多快? 这四个问题整明白了,再选吸盘。