说实话,干机械这行快二十年了,快速接头这东西,看着简单——不就一公一母,咔哒一插嘛。但真到用的时候,你才知道水有多深。上周有个客户火急火燎打电话来,说产线停了,液压管崩了,接头飞出去差点伤人。我过去一看,嘿,用了个镀锌碳钢的接头在走酸的管路上,腐蚀得跟被狗啃过似的。这能怪谁?选型时根本没考虑介质兼容性。
这种事儿我见太多了。有的人图便宜,有的被供应商忽悠,还有的根本不知道自己需要什么。快速接头,它就是个‘快’字当头,可快的前提是安全、是适配。一旦选错,轻则泄漏,重则事故。今天不写那种教科书式的八股文,就聊聊我这些年碰到的真实案例和选型逻辑,想到哪说到哪,可能有点跳跃,但都是干货。

选型第一步:搞清楚介质,别想当然
快速接头最要命的参数就是介质兼容性。我见过有人用水管接头通压缩空气,一声巨响,接头崩开,管子抽得跟鞭子似的——直接伤了个工人。为啥?因为液体用的接头,密封件和锁紧机构通常没考虑气体的高压冲击和瞬间释放。气体可压缩,断开瞬间那股力,普通密封圈根本扛不住。介质是啥,得先说清楚,水、油、气、蒸汽、化学品、粉末…… 每一种对材料、密封、结构的要求天差地别。
举个例,液压油,你得看是不是跟丁腈橡胶(NBR)兼容,大部分矿物油没问题,但要是磷酸酯类难燃液压油,NBR就完蛋了,得转氟橡胶(FKM)。还有清洗行业用高温蒸汽,那必须选金属密封或者全不锈钢配PTFE密封的,普通橡胶直接烫化。可是——如果你是个做食品的,用蒸汽清洗管道,还得要食品级认证的接头,密封得符合FDA标准。你看,一层套一层,很烦,但必须想清楚。
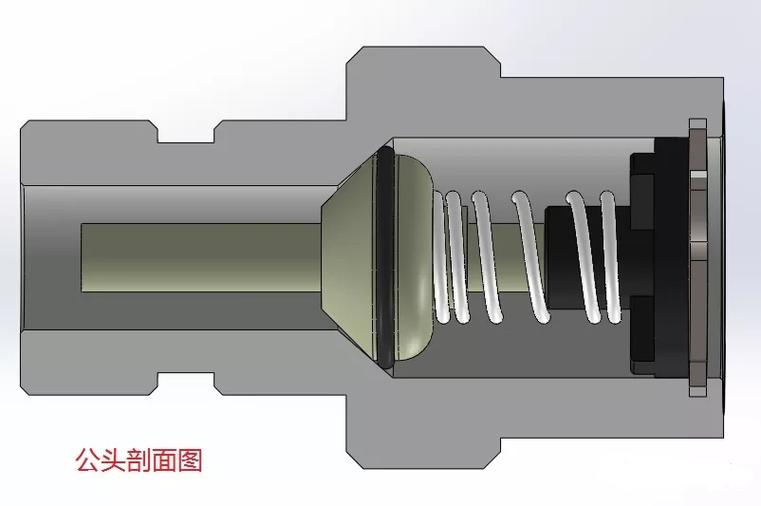
公母头动作方式:单关闭?双关闭?还是直通?
这个细节,十个新手能错九个。快速接头接合和断开时,阀芯的动作方式有三种基本型:单关闭、双关闭、直通。你随便找个供应商问,他们可能一股脑给你推双关闭,‘安全嘛’,但有些场合双关闭反而是灾难。
说个惨痛教训。有个注塑模温机管路,用了双关断的接头,模具换模断开接头,结果两端都封闭了,管路里残留的高温导热油无处泄压,热胀冷缩,硬生生把管路憋爆,油喷出来烫伤操作工。这种情况就该用一端关闭、一端直通的配置,让残留介质在断开时有释放空间。类似的情况还有高粘度介质,比如润滑脂,断了之后两头都堵死,下次接上根本推不动,因为里面憋着气或者固化的油脂。所以啊,别迷信双关断,它只适合频繁断开、需要防止两端泄漏的干净流体,脏的、粘的、热胀厉害的,你就得掂量掂量。
再就是直通式,那基本就是个快插管子,没有任何阀芯。低压、大流量、介质干净的时候用起来很爽——插拔省力,流通阻力极小。但一旦介质有颗粒,阀芯没有密封,颗粒就会卡在接合面,导致磨损和泄漏。💡 另外插一句,有些接头虽然带了阀芯,但阀芯不是防松设计的,在脉冲振动下会自己松动、关闭,莫名其妙就断流了。这种诡异故障找起来那叫一个抓狂!
接口螺纹和连接方式:小细节,大麻烦
这节其实特别想吐槽!快速接头本体的连接螺纹,NPT、BSPP、BSPT、SAE、公制……乱七八糟的标准,搞错一次,漏得你怀疑人生。NPT是锥管螺纹,靠变形密封,拆装次数多了螺纹就烂了,而且缠生料带的方向都有讲究。BSPP是直管螺纹,配密封垫圈,有些人居然也给缠生料带,拧进去根本压不实垫圈,漏得稀里哗啦。SAE法兰接口更别提了,O圈槽有的浅有的深,配错O圈直接切破。
我最怕那种旧机器改造,上头接头是英制的,新买设备是公制,硬拧进去,咬了几圈牙,看着挺紧,一试压就喷。所以务必查清楚设备端口标准,实在不行就加转接头,别硬来。而且,快速接头的另一端连接软管或硬管的方式也大有学问。 常见的是宝塔嘴加卡箍,简单便宜,但承压有限,超过20bar我一般就不推荐了。高压得用扣压式,软管提前扣好接头再连快速接头,或者直接用一体式软管快速接头。还有推入式卡套连接,适用于硬质塑料管或铜管,干净利落,但管子圆度和硬度得达标。有时选接头的钱没省,栽在连接方式上,亏不亏?
问:快速接头连接时特别费劲,是怎么回事?
答:如果你发现插入力异常大,首先要检查公母头内部是否有残压。这是最最常见的原因! 双关闭接头的母头或公头一端如果憋着压力,阀芯被压力顶住,你用手直接插是插不进的,强行砸进去会损坏阀芯。专业做法是选带泄压功能的接头(比如公头带手动泄压套),或者选能够在残压下连接的平衡阀芯设计。如果确认没有残压,再看对中是否良好,公母头有没有因碰撞变形,密封件是否膨胀(尤其溶剂导致橡胶溶胀),检查下润滑,有时候抹一点干净介质就能顺滑很多。
问:快速接头用一段时间后滴漏,密封圈没坏,是怎么回事?
答:这种情况八成是密封面磨损或颗粒划伤。金属锥面密封的接头,如果介质里有细微颗粒,接合瞬间颗粒嵌在密封面上,反复插拔就会拉出沟槽,肉眼很难看清,但足以缓慢渗漏。解决办法是前端加过滤,或改软密封结构(密封垫为消耗品,定期换)。另外,振动也会导致锁紧机构松动,比如钢珠锁定式接头,钢珠和母头壳体接触点磨损后,锁紧间隙变大,密封件压缩量就不够了,慢慢就漏。这时需要换锁紧钢珠或整修母头壳体。还有一点,温度交变大的场合,密封圈容易发生压缩永久变形,低温回弹不过来,也得检查。
材质和表面处理:别在看不见的地方省钱

快速接头常用材质:黄铜、碳钢、不锈钢、工程塑料。黄铜耐腐蚀还行,但氨气环境禁用,会发生应力腐蚀开裂。碳钢必须做表面处理,镀锌、镀镍、磷化,但镀层怕磕碰,而且对某些化学品敏感。我碰到过电镀厂用镀锌接头被酸雾腐蚀得一塌糊涂,换了316L不锈钢,世界清净了。可是不锈钢也有弱点:硬度不够,滑动部件容易咬死,特别是303不锈钢加工的快插件,螺纹配合稍紧就卡死,给我拧断过好几个。所以得指定316或加涂耐磨涂层。
塑料快速接头,比如聚丙烯(PP)、聚甲醛(POM),在农业、医疗、食品行业很常见。但塑料对紫外线、温度极限敏感,PP在0℃以下脆得像玻璃,别问我怎么知道的……一台户外喷淋设备,冬天全冻裂了。所以塑料接头一定要核对温度范围,而且不能有冲击载荷。💡 另外提个醒,有些快速接头看着是不锈钢,实际只有壳体是不锈钢,内部弹簧、钢珠还是碳钢,潮湿环境用俩月就锈死,插拔卡涩。买的时候问清楚是不是全不锈钢。
材质选好了,接下来是流量和压降的匹配。很多人忽略接头的有效流通截面积,只看接头接口管径,以为1/2寸接头走1/2寸管道的流量没问题,结果压降大得惊人。快速接头内部的阀芯、通道收窄得非常厉害,有效孔径可能只有名义管径的40-60%。对于液压动力系统,这种压降造成发热和能量损失;对于气动系统,执行元件速度上不去。所以高速、大流量场合,最好查厂家提供的流量特性曲线,或者直接选大一号的快接,甚至用球锁式或平面式快接,它们流道通常更直通。当然,体积和重量就上去了。
最后想说说——安全性。快速接头绝不能仅仅当作个连接件,它是压力边界的一部分。安全锁定的设计,有的接头插上后需要旋转套筒才锁死,防止误碰解脱;有的带二次锁,比如额外插销;有的在连接状态有视觉指示,比如露出绿环。在经常移动、人员走动多的产线,这些安全细节比省那点钱重要一百倍。还有,断开时有喷射保护的,比如防飞溅套,或者带自闭阀缓慢释压的,都应该纳入考虑。别等出了工伤,再补安全措施,划不来。
说实话,快速接头这玩意儿,麻雀虽小,五脏俱全。选型就是一次系统工程,介质、压力、温度、流量、断开频率、环境、接口、安全……缺一不可。希望这些碎碎念能帮上点忙,少踩点坑。真要拿不准,拿着流体参数多问几家靠谱的厂,让他们出方案对比,别自己瞎蒙。好了,就扯这么多,维修间又来活儿了,得去处理个‘铜接头裂了,怀疑材质假’的投诉……😅