千万别只看外观:航空插头的关键参数
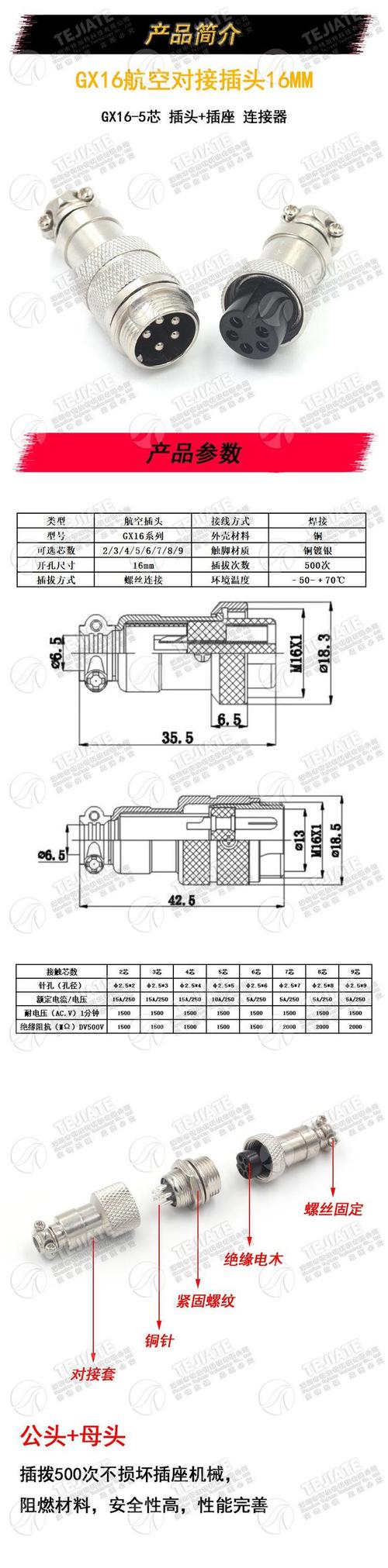
大多数采购单上只标“航空插头 4芯”,然后就没了。问防护等级?摇头。问接触件材质?不知道。 防水等级这事儿,IP68只是个开始。 螺纹连接还是卡口?GX系列那种推拉自锁的,插拔快但密封圈老化后就是个灾难。我们做过泡水实验,90%的漏水点不在壳体,在尾部电缆夹紧套! 还有绝缘体。高温环境下,普通PPS和增强聚酰亚胺差别大了去了。去年帮人诊断一个故障:200度烘箱旁边,插头慢慢变形导致短路。图纸上材料那栏写的“耐高温”,具体耐多少?供应商含糊其辞。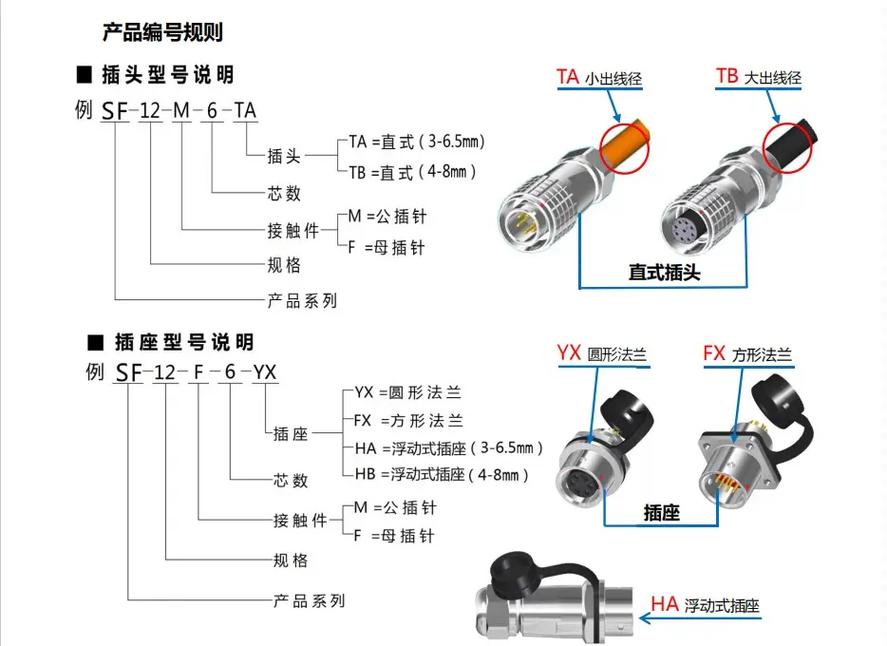
插拔手感里的秘密

维修现场的那些“骚操作”

选型时的“经验公式”
现在数据库多,但真正用得上的筛选,我总看这几点: 1. 芯数余量:哪怕现在只用4芯,也至少选6芯,将来扩展或屏蔽层改接时,不至于重新开孔。 2. 尾部夹线范围:缆径必须落在它的推荐区间,否则要么夹不紧,要么护套变形。 3. 定位键:多套同类插头在同一面板,务必选不同键位,防呆。插错一次,烧整路控制。 4. 壳体材料:铝合金重量轻但易划伤,不锈钢耐腐蚀但重,复合材料减重不生锈,但价格跳三倍。