2008年那会儿,我刚入行,跟着师父去河北一个小水泥厂调设备。那台旋风除尘器——直径两米五,铁锈斑斑,出口烟囱天天冒灰。厂长拍桌子骂娘,“这破玩意儿是不是就是个摆设?!”我一脸懵,翻开《除尘器设计手册》,公式背得滚瓜烂熟,可一测入口风速,不到12m/s,设计值28……说实话,那一刻我才明白,书本和现实隔着一堆扯淡的细节。后来拆开一看,好吧,内部螺旋导向板磨穿了,气流短路。从此我就对“理论设计”四个字多了一份敬畏——不,是怀疑。
离心力不是你想的那样简单
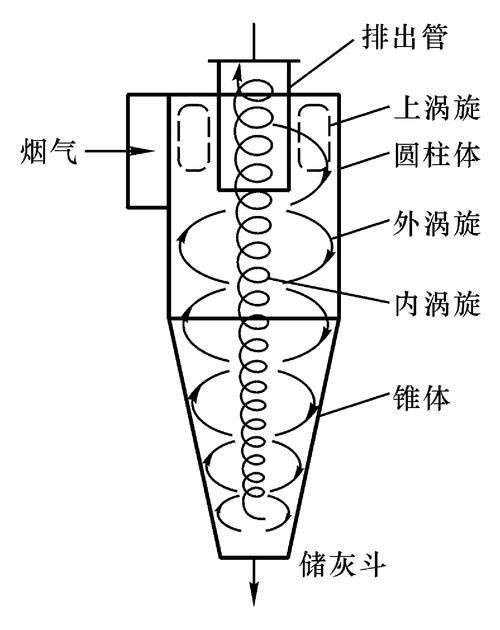
很多人以为旋风除尘就是靠离心力把粉尘甩到壁面,然后掉下去。对吧?太天真了。主流理论是汇流模型、甚至更复杂的 Barth 算法,但有几个现场工程师真拿着计算器在算?核心其实就四个字:气流组织。一旦内部出现二次流、短路流,管你什么理论,效率直接从95%跌到60%以下。我记得有次山西的项目,入口管道直直怼上去,没有渐扩段,结果涡流干扰,细灰根本分不出来。改个渐扩,花了三千块,除尘效率提升20个点。这经验值不值钱?你得信实战。
而且别老盯着切割粒径d50看。对大多数粗除尘场合,d50意义不如一个参数实在:压降。过高的压降就是电费。我见过某厂为了追求效率,把入口速度提到32m/s,结果风机电流飙升,三个月电费多烧了十几万。后来加了导流板,速度降到24,效率只降了1%,能耗省了30%。账不是这么算的。
为什么你的旋风除尘器总“漏灰”?
这个问题我被问了不下百遍。答案往往不是磨损,不是密封——是卸灰阀。好多老板买除尘器舍得花钱,到卸灰阀就省,用个重力翻板阀或者星型阀还买杂牌。结果漏风率一高,锥部积灰二次飞扬,出口浓度直接超标。你说冤不冤?还有个更隐蔽的bug:如果灰斗角度小于60度,又碰上黏性粉,那你等着吧,三天两头堵灰。我真替那些加振打电机的业主心疼钱——灰斗倾角做陡一点、内壁光滑一点,比什么振动都管用。
高温、高磨蚀,你敢不敢用?
旋风除尘在冶金、煤化工里经常遇到500℃以上的烟气。常规Q235钢板?没几天就氧化剥皮。我推过一种方案:内衬耐磨陶瓷片,用耐温胶粘贴,再用龟甲网固定。成本是高些,但寿命延长五倍。2016年新疆一套粉煤热解装置,入口烟气600℃、含尘量30g/Nm³,用了这种衬里,三年没大修。不过有个坑得提醒:热膨胀系数不一样,温度波动大的话,陶瓷片会崩角。后来改碳化硅浇注料,省心些。

QA:你问,我答(憋了一肚子实话)
问:多管并联听着很美,为什么实际效果经常打折扣?答:气流分配不均匀。并联管路就是个水力平衡的问题,稍有偏差,有些管子走短路、有些堵死。我参与过一套96管并联的旋风组,设计风量均匀分配,结果运行一段时间后,靠近母管入口的那几支管子磨损特别快,拆出来一看,里面灰堵了三分之一。后来加装节流孔板和渐缩管,才勉强均衡。所以并联不是不行,但设计时得留够调节余量,别轻信流程图。 问:我想用它预除尘,为布袋减轻负担,但怕阻力太大,怎么办?
答:简单!用低阻设计,入口速度控制在15-18m/s,加大芯管直径,牺牲一小点效率(比如把目标切割粒径放宽到10μm)换取低阻。反正后面有布袋兜底。很多教科书没告诉你:预除尘的旋风器,核心指标是压降和耐磨,不是效率。你想通这点,很多设计矛盾就解了。
最后唠点个人的感慨。在国内工业除尘这块,旋风除尘被严重低估了。一提除尘就是布袋、湿电,旋风似乎成了“土老帽”。可你看外资品牌,像KREBS、Donaldson,他们的旋流分离技术一直在迭代,用在气力输送、物料分级上照样风生水起。是技术落后?是应用思维僵化。我真心希望咱们从业者别老抄旧图纸,多去现场摸一摸参数,也许下一套设备就能给工厂省出个意外之喜。