说实话,干机械这行快二十年了,氮气这东西,刚开始谁当回事啊。空气里78%都是它,无色无味,老实巴交的。可偏偏就是它,撑起了无数高端制造的精密环节。我有一次在汽车零部件热处理现场,供氮中断两分钟,整批工件氧化报废,几十万打水漂——那种懊恼,没亲身经历真体会不到。从那以后,我再也不敢小瞧这个“隐形家伙”。
今天咱就把它拆开揉碎,聊聊氮气在工业上是咋来的、用在哪儿、还有那些要命的安全细节。不整虚的,全是干货。
工业氮气怎么生产?——不是抠块空气就完事了
很多人觉得,空气里那么多氮气,直接拿来用不就得了?天真。工业用的氮气纯度要求动不动就99.999%,而且还得连续稳定供应。你拿个泵直接抽空气?那杂质和水份早把设备搞坏了。

目前主流制取方式有三种,哦对,还有古老的钢瓶液氮汽化,一共四种路子:
- 深冷空分法:传统大厂最爱,把空气压缩、冷却成液体,利用沸点不同把氮气精馏出来。纯度极高,产量巨大,但投资吓人,一条线动辄上千万。
- PSA变压吸附:这可是中小工厂的香饽饽!✅ 原理简单——用碳分子筛把氧分子筛住,让氮气通过。纯度能到99.9995%,随用随开,我经手的项目里,至少一半选了它。
- 膜分离法:靠中空纤维膜,不同气体渗透率不同。设备更紧凑,纯度一般97%-99.5%,适合对纯度要求不太苛刻的场合。
- 液氮储罐汽化:买液氮,装大罐子里,要用时汽化。灵活是灵活,但运输贵,一升液氮十几块,长期用,成本比PSA高出一大截。
问:我们小加工厂,用哪种制氮方式最划算?
答:如果氮气用量每天超过50立方米,还要求纯度99.9%以上,强烈建议上PSA制氮机。虽然一次性投入十几万到几十万,但运行成本每立方米才几毛钱,对比钢瓶气能省70%以上。用量小或者间歇性使用,租个液氮罐更省心。千万别死脑筋只认钢瓶,我早年就吃过这亏,换瓶子换到怀疑人生!💡
氮气在制造中的“十八般武艺”——很多你想象不到
下面这些应用,有些司空见惯,有些绝对让你WOW一下。
热处理保护气:这是老本行。退火、淬火时,金属在高温下跟空气接触,立马氧化脱碳。通入氮气,赶走氧气,工件表面光亮如新。我们做轴承钢淬火,氮气纯度必须99.9995%以上,露点低于-70℃,丝毫马虎不得。
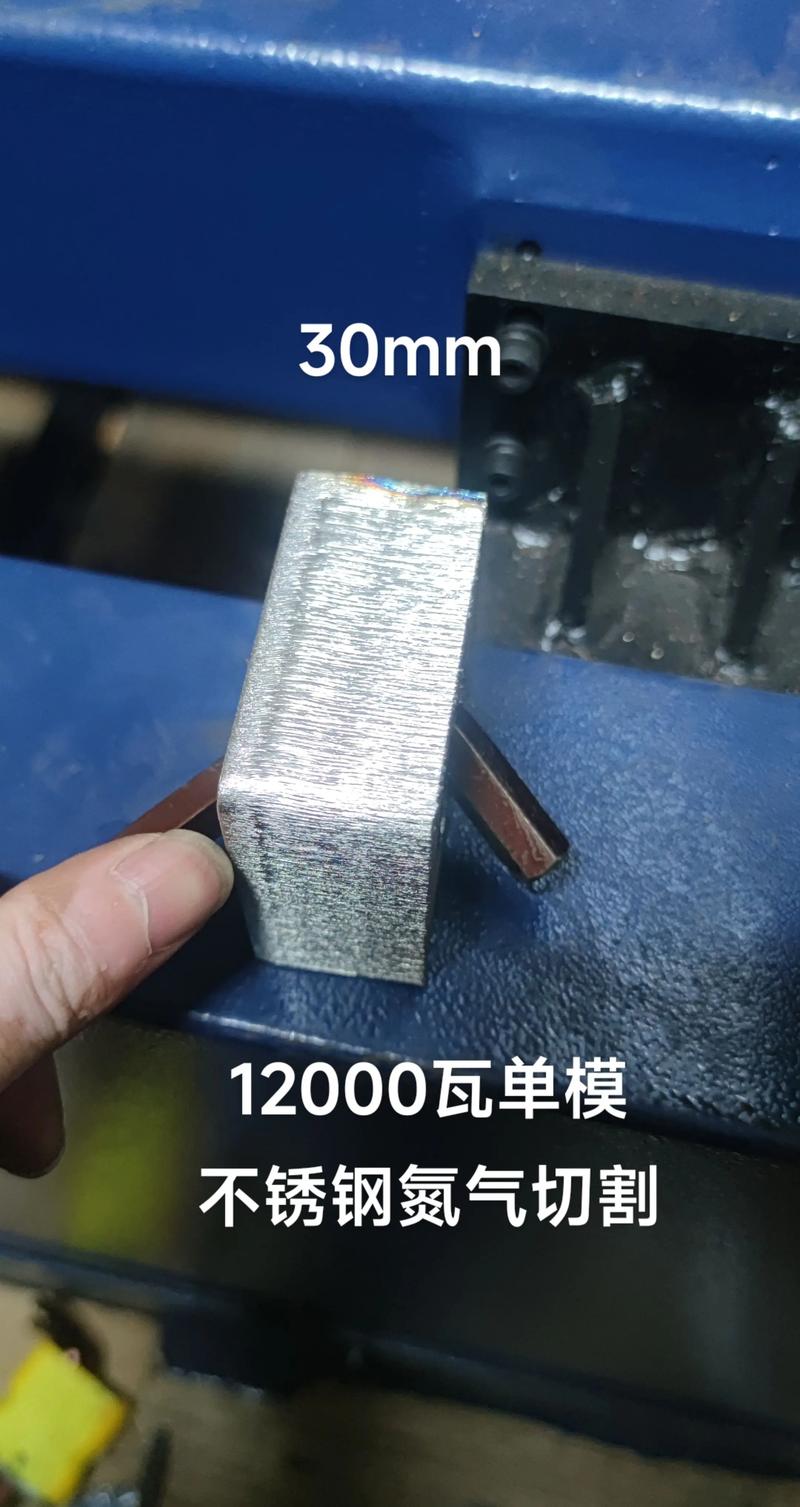
激光切割:切割不锈钢、铝板,用氮气作辅助气体,吹走熔渣,还能防止切缝氧化。光纤激光配高纯氮,切出来断面亮得能照镜子!当然,氮气压得打足,20公斤往上,流量大得肉疼。
电子封装与SMT:回流焊、波峰焊,常用氮气保护,减少锡膏氧化,降低空洞率。贴片完的板子,在氮气环境下焊接,焊点饱满光亮,可靠性高一大截。我早年在电子厂待过,充氮和不充氮,良率差出5个点,老板脸都绿了。
化工吹扫与压料:易燃易爆物料不能用空气压送,氮气这时候就是安全担当。管道置换、储罐保护、反应釜惰化……缺了它,化工厂得瘫痪一半。
食品包装与制药:虽然偏轻工,但原理相通。充氮保鲜,防止油脂氧化,药品安瓿瓶灌装前也要充氮保护药液。我参观过一家药厂,那套氮气系统跟我们机械厂用的几乎一模一样,只是管路抛得更亮些罢。
问:氮气保护激光切割,为啥有时切出来还是发蓝发黄?
答:多半是氮气纯度和压力没到位!不锈钢切割,氮气纯度至少99.99%,压力要稳定在18-25bar,还得保证喷嘴同心度。如果气里有氧或压力波动,切缝一氧化,立马变色。还有,切割速度别贪快,慢了反而发蓝——这事我验证过无数次,教训深刻!❗
安全!安全!——“惰性气体”照样能要命
氮气既不燃也不助燃,很多人就以为它“安全无害”。大错特错!每年都有工人因为氮气窒息死亡的事故,这玩意是“沉默杀手”——无色无味,等感到憋闷时,血氧饱和度已经掉到危险线,人瞬间就软了。
窒息风险:密闭空间或者阀门泄漏,氮气聚集,氧气含量憋到10%以下,人十几秒就休克。我见过最恐怖的一次,一个操作工在制氮机房检修,没带检测仪,直接晕倒在管道旁……幸好同事发现得早。那之后,我强制所有项目进氮气区域必须配便携氧浓度报警仪。✅
高压危险:钢瓶、储罐、管道,动不动20多个压。连接头没上紧、胶管老化,飞起来就是杀器。定期检漏,别用肥皂水糊弄,买个好点的电子检漏仪,贵不了几个钱。
液氮冻伤:零下196度,肉碰上一秒起泡。我手指头被冻过一小粒,那钻心疼,记一辈子。操作液氮必须戴防冻手套、护目镜,别穿短袖。
最后唠叨一句:不管多熟,别在纯氮环境里硬撑,别一个人进去。