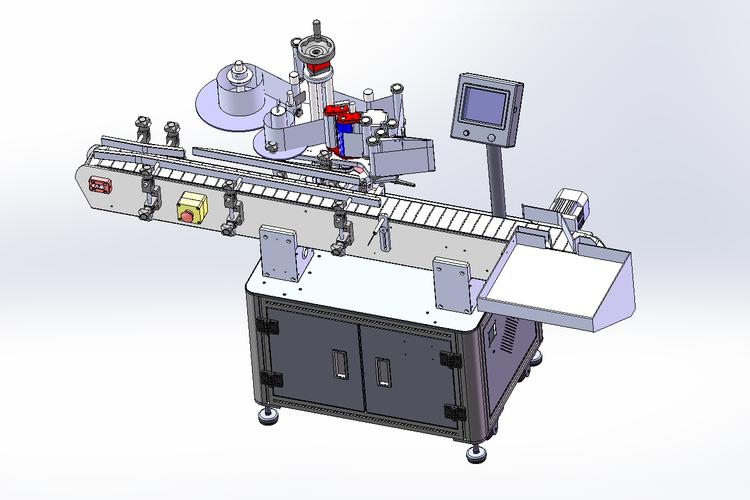
那台让我崩溃的贴标机
还记得五年前,我们厂刚上自动贴标线的时候,销售拍着胸脯说:“这台机子每分钟300个,椭圆瓶、方瓶随便切!” 结果呢?第一天就趴窝。原因?瓶子稍微有点锥度,标签全歪。我盯着传送带上歪歪扭扭的产品,心里一万个草泥马。

后来学了乖。贴标机这玩意儿,水太深。看起来都是“不干胶贴标机”,但里面的讲究,不比数控机床少。关键看什么?精度、适应性、稳定性。哦对了,还有售后。说起来都是泪。
你需要什么类型的贴标机?
别一上来就问“你们贴标机多少钱?”——这么问的,大概率被坑。你应该先搞清楚自己要贴什么。
- 平面贴标:盒子、纸箱、板材。简单。但要注意贴标头的角度,不然标签容易起泡。
- 圆瓶贴标:矿泉水瓶、药瓶。看起来标准,但瓶子圆度不好?等着打滑吧。上夹带式?还是搓滚式?得看产线速度。
- 异形瓶贴标:锥形瓶、椭圆形瓶。这才是魔鬼。需要多轴调整或者定制模具。有一次我们为了个椭圆瓶,加了三个压标轮,总算不再翘边了。
说实话,自动贴标机选型的核心是产品一致性。你的来料够不够规矩?如果瓶子有薄有厚,尺寸公差大,那劝你老老实实上半自动贴标机加人工放料。别问我为什么知道——报废了三千个标签才懂的道理。❗
问与答:大家踩过的坑
问:贴标机精度到底看什么参数?销售说±0.5mm,实际完全不是那回事?
答:笑死。标称精度都是在理想条件下测的,管子笔直,标签厚度均匀,环境温度25度。你生产线哪有这条件?真正该关心的是重复定位精度和长期稳定性。要看他们用什么电机,导螺杆有没有预拉,传感器是哪家的。基恩士光电和杂牌差出一倍价格,但误检率天差地别。有一次我们因为标签底纸透光,传感器一直误判,换成光纤的才解决。💡
问:圆瓶贴标机经常出现标签褶皱,怎么调都没用,是不是机子不行?
答:先别急着骂设备。可能问题出在标签材质上。有的覆膜标签张力太大,或者胶水初粘性不够。试试把剥标板调整得更近一点,或者加个抚标滚轮。另外检查一下瓶身有没有冷凝水——饮料线夏天常有的事,水汽一多,神仙也贴不牢。我们最后在贴标前加了风刀,好了80%。剩下的?靠运气。
关键配置:不看你就亏了
很多采购只看品牌和速度,忽略了贴标头的配置。一个好的贴标头,伺服电机驱动是必须的。步进电机?低速还行,一上高速就丢步。还有测物电眼和标签传感器——双检测才可靠。有些厂家为了省成本,只用一个传感器,结果标签用完不停机,一卷底纸全卷进机器里。
再说说打码系统。贴标和喷码的结合很常见,但集成度很关键。要是用个杂牌热转印打码机,三天两头堵,你会疯掉。我们直接让贴标机厂家集成马肯依玛士的喷码,虽然贵,但省心太多。✅
软件呢?触摸屏要直观。见过某个国产牌子,菜单藏得那叫一个深,调个贴标延迟要进五层界面!工人后来干脆用小锤子敲——当然不建议这么干。
售后那点破事儿
买贴标机,三分设备七分服务。一次我们机子主板烧了,厂家说寄回去修,一来一回两周。产线停一天就是损失。后来学聪明了,买设备先问:核心部件有没有备件?技术支持几小时响应?能不能远程诊断?对了,付款方式别太爽快,尾款留够,直到验收完毕。吃过亏的人,自然懂。
我自己的经验:圆瓶贴标机选广东那边的品牌,配件好找;平面贴标机上海周边做得精细。但别迷信地域,最好去现场看实际生产,带几个最难贴的样品过去试机。厂家吹得天花乱坠,不如跑一轴高速看看稳定性。
还有啥?想起再说
突然想到一点:贴标速度不是越快越好。你算下整线平衡。贴标机快了,前面灌装机跟不上,后面包装机卡壳,纯属浪费。我们曾经买过一台600瓶/分钟的贴标机,结果灌装只有400,你说尴尬不。
另外,防呆设计真的很重要。比如标签快用完的报警,紧急停止按钮的位置,换标签的方便程度。操作工又不是工程师,越简单越好。有一次新机回来,换标签要拆卸四颗螺丝,工人气得想辞职。
最后,别忽略安全光幕。省这点钱,万一出了事故,老板你担得起吗?
行,就聊这么多。贴标机这行,真是越干越胆小,但也越有心得。如果你也正在选型,记住:试机!试机!试机!别光听PPT。