先讲个真事。上周三,凌晨两点,我被电话吵醒。车间主任老张的声音都在抖——B产线又停了,因为前道工序的铸件还没到,可流水线上三十多号工人干等着。库存系统明明显示有货。这就是生产调度的荒诞现实:数据永远是新的,问题永远是旧的。

说实话,我刚入行那会儿,觉得调度就是个排程游戏。Excel一拉,甘特图一画,齐活。结果呢?第一周就被现实教育了。插单、设备故障、物料迟到、工人请假——排程表成了废纸。我花了两年才明白,生产调度根本不是数学题,而是人与人、部门与部门之间的博弈。❗
调度的本质是“翻译”
销售说:这单急,明天必须发货。采购说:供应商那边暴雨,钢板后天才能到。设备科说:3号冲床该保养了,得停半天。你信谁?调度员就是要把这些互相矛盾的语言,翻译成产线能执行的指令。我见过最离谱的一次,销售总监直接跑到车间,逼着产线经理把正在做的批次停掉,换他的急单。结果两个单子都延误了,最后互相甩锅。
问:为什么生产计划总是赶不上变化?
答:因为计划是基于“完美假设”的,而车间每分钟都在发生意外。你以为物料会准时到?供应商的货车可能堵在路上。你以为设备能跑满?皮带说断就断。更致命的是,信息传递的延迟——等你知道缺料的时候,产线已经停了二十分钟了。💡 所以现在我要求车间每两小时必须更新一次现场看板,不是数字看板,就是白板手写的那种,简单粗暴但有效。
算法永远算不出人情
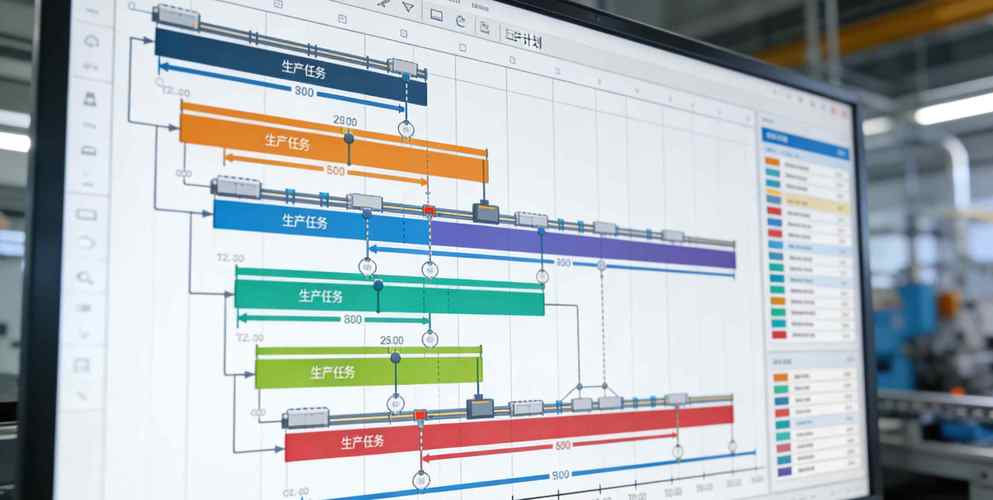
这两年到处在推APS(高级计划排程系统),好像上了系统就能解决一切。我承认,算力确实猛,几百个订单、上千道工序,哗啦一下给出最优排程。可是……系统不知道张师傅这周家里有事,不能上夜班;也不知道李工那台数控机床,虽然型号一样,但精度其实差了0.02毫米。有次APS把精密件排给李工的机台,结果一批次全报废。李工委屈地说:“机器老了,我以为系统知道。” 系统知道个鬼。✅
问:APS系统真的能解决所有问题吗?
答:不能,而且永远不能。APS擅长的是约束条件下的优化计算,但车间里的约束有些是软的、模糊的。比如老员工的经验、设备怪癖、甚至天气对物料的影响。系统只能处理可量化的数据,而调度中50%的决策依赖无法量化的经验。我见过一个资深调度员,他排程前会到车间转一圈,听听机器声音,看看刀具磨损,然后手工调几个顺序——最后跑出来的效率比APS高8%。这就是直觉,也叫“隐性知识”,你没法写成代码。
那些年,我学到的三件事
第一,永远给瓶颈工序留缓冲。别把排程塞得满满当当,那不是效率,是找罪受。我们曾经把热处理炉排到98%利用率,结果一出故障,全厂瘫痪两天。现在我把瓶颈利用率控制在85%以下,看似浪费,实则救火次数少了七成。
第二,把调度权下放到班组。总调度室看不见每个工位的实时状态,但班组长可以。我们搞了个“调度白板会”,每天早上各班组长自己调整前后衔接,我只看关键节点。效果?异常响应时间从40分钟降到12分钟。❗
第三,数据要脏,不要纯。这是我踩过最大的坑。早期我们追求完美数据,花了三个月清洗ERP数据,结果上线那天发现,供应商送货习惯、设备实际稼动率根本没录入。后来干脆直接拿车间手写记录,哪怕有涂改,反而更贴近真实。生产调度的基础不是干净的数据,而是“肮脏但有用”的信息。
说到底,生产调度是一门妥协的艺术。你永远没法让所有人满意,但你可以让产线转起来。那种半夜被电话叫醒的日子,但愿少一点——不过,谁知道呢?下周一又有台风,供应商大概又要迟到了。这就是调度的日常。✅