2026-06-26 17:12:33 作者:网编
分类:文章
我从事机械加工快二十年了,提到镗床,很多人第一反应就是——这玩意儿不就是个扩孔的吗?钻孔的活儿,钻床也能干啊。嗯…这话对,也不对。确实,钻床能钻孔,但一旦涉及到位置精度、同轴度、圆柱度这些硬指标,普通钻床就歇菜了。这时候,你不得不请出镗床这位“老大哥”。
镗床到底厉害在哪?
简单说吧,镗床的核心优势在于它能修正前道工序留下的位置误差。毛坯铸件、锻件上的预制孔,往往歪七扭八,如果直接拿来用铰刀,铰刀都会蹦口。但镗床就不一样了,它的主轴悬伸,刀具可以径向调整,一刀一刀地把孔修圆、找正。✅ 这就是所谓的“以镗修孔”。
不过话说回来,镗床的种类也太多了,卧式镗床、落地镗床、坐标镗床、金刚镗床……刚入行那会儿我光记名字就头晕。但干久了就知道,每种都有它独门绝技。
 卧式镗床加工大型箱体孔
比如卧式镗床,最常见的家伙。它的主轴水平布置,工作台能纵横移动,特别适合加工箱体类零件的孔系。我印象最深的一次,是加工一个变速箱壳体,两对轴承孔的同轴度要求0.02mm,用立加根本没法保证。最后还是靠一台老卧镗,老师傅凭手感调刀,干出来的活儿检一次过!我当时那叫一个服气。❗
卧式镗床加工大型箱体孔
比如卧式镗床,最常见的家伙。它的主轴水平布置,工作台能纵横移动,特别适合加工箱体类零件的孔系。我印象最深的一次,是加工一个变速箱壳体,两对轴承孔的同轴度要求0.02mm,用立加根本没法保证。最后还是靠一台老卧镗,老师傅凭手感调刀,干出来的活儿检一次过!我当时那叫一个服气。❗
那些年被误解的落地镗床
一提到落地镗床,外行总说:“不就是个没工作台的卧镗吗?” 啧,这话听着就来气。落地镗床是专门对付超大型工件的,比如船用柴油机机体、轧机牌坊,这些动辄几十吨上百吨的大家伙,你放工作台上?工作台先崩了。落地镗床直接落在地基平板上,立柱或者滑枕带着主轴移动,工件不动。这才是它的精髓。
而且,现在的落地镗床早就不是纯手摇了。数控落地镗铣床,带自动换刀,铣面钻孔攻丝全能干,简直就是个巨无霸加工中心。💡 说起来,我去年参观一家重工企业,看到一台捷克的斯柯达落地镗,五十多岁的老设备,精度还杠杠的,不得不佩服人家底蕴。
 数控落地镗床加工大型船舶零件
问:我们厂主要加工小批量多品种的箱体,选卧式镗床还是加工中心?
答:好问题。这真不是非黑即白。如果孔系特别复杂,带很多铣面工序,而且批量不小,那加工中心效率高。但如果你经常要干一些奇形怪状的铸件,位置公差卡得死,还得经常让刀、调整,卧式镗床其实更灵活。特别是带数显的卧镗,既能保证精度,又有手动操作的自由度,那种人机合一的感觉,加工中心给不了你。不过话说回来,对操作工要求也高,现在年轻人不爱学咯。
数控落地镗床加工大型船舶零件
问:我们厂主要加工小批量多品种的箱体,选卧式镗床还是加工中心?
答:好问题。这真不是非黑即白。如果孔系特别复杂,带很多铣面工序,而且批量不小,那加工中心效率高。但如果你经常要干一些奇形怪状的铸件,位置公差卡得死,还得经常让刀、调整,卧式镗床其实更灵活。特别是带数显的卧镗,既能保证精度,又有手动操作的自由度,那种人机合一的感觉,加工中心给不了你。不过话说回来,对操作工要求也高,现在年轻人不爱学咯。
坐标镗床:被忽视的精密之王
坐标镗床绝对是镗床家族里的“贵族”。它就是为了精密孔和孔距而生。以前没有加工中心的时候,钻模、夹具上的精密孔距全靠坐标镗床保证。它的定位系统精密度极高,光学读数头或者光栅尺,能读到微米级。
说实话,现在很多厂用线切割加坐标磨代替了部分坐标镗的工作,但坐标镗床在加工深孔、台阶孔时的稳定性和圆度,还是无可替代。✅ 只是这设备太娇贵,恒温环境,还得配技术大拿,导致现在愿意养的厂不多。可惜了。
问:老听说金刚镗床,它是用来干什么的?名字很唬人啊。
答:哈哈,我第一次听也以为是镶金刚石的。金刚镗床其实就是高速精密镗床,叫“金刚”是因为早期用金刚石刀具,后来主要用硬质合金或CBN刀具了。它转速巨高,切深极小,用来做最终精加工,比如连杆大头孔、活塞销孔,镜面光洁度。但切削力小,所以只能余量很小的精镗,别指望它吃大刀。
镗床在历史上的地位,怎么说呢,没有它,工业革命可能都要晚几年。蒸汽机气缸、内燃机缸体,这些关键零件的精密孔加工,全靠镗床的发明和改进。瓦特当年就是苦于气缸漏气,直到有了精密镗床才解决。所以别看它低调,它可是工业基石。
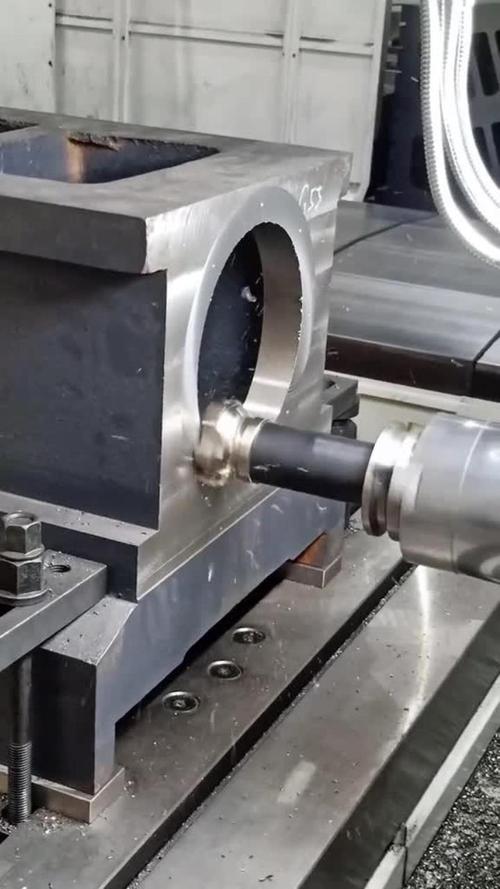 老式卧式镗床切削演示
老式卧式镗床切削演示
现代镗床技术:数控化与智能化
最近十年,镗床的进化真的让人眼花缭乱。大部分传统镗床都升级成了数控镗铣床,配上自动换刀、回转工作台,甚至双交换台。有的还集成在线测量,刀具自动补偿。❗ 有一次我见识到,加工一个液压阀体,在线测量发现孔径偏了2μm,系统立刻自动调刀杆,第二次就合格了。这种智能补偿省了多少事啊。
不过智能归智能,我总觉得有些东西还是不能丢。比如听声音判断刀具磨损,摸切屑判断切削状态,这靠的是经验。纯依赖传感器,万一传感器骗人,废品就出来了。所以啊,好马配好鞍,好的镗床还得配好师傅。
写着写着有点感慨,四十不惑,想起刚学徒时师兄教我磨镗刀,白钢刀条磨得直冒火星,然后颤颤巍巍装刀对中心高……那种日子一去不复返,但手艺人的根儿不应该断。镗床,或许说到底,就是一门关于“孔”的手艺。
希望这篇文章能让你对镗床多点了解,毕竟,工业母机这玩意儿,懂的人多了,制造业才有未来。💡
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:镗床,你凭什么是孔加工的王者?
文章链接:https://www.zystgy.cn/a/53988