干了二十年机械加工,调试过的铣床少说也有几百台。有些新入行的小伙子,以为铣床嘛,不就是把工作台调平,主轴打表就齐活?哈!天真。说实话,我第一次调试铣床时候,差点把床身砸了——怎么也调不到0.01mm以内,后来发现是地基没灌浆…血的教训。
今天不跟你讲书本理论,咱们就聊聊铣床调试那些——书上不写、但车间里必须知道的门道。尤其是那些微米级的误差,足以让你的工件报废,刀具崩刃。别小看这零点零几毫米。 它能让铣削面像狗啃的一样。❗
工作台不是平的?——你以为呢
很多时候,铣床出厂时工作台是平的,但用过一阵子,受切削力、地基沉降、甚至温度变化…就变了。我见过最离谱的一台,工作台中间比两端低了0.15mm。0.15mm!你知道这意味着什么吗?铣长平面时,中间会刮不到,或者过切。操作工还一个劲调刀补,越调越糟。✅
解决?不是简单垫垫脚就行了。得用框式水平仪,分区域打表。地基也得检查。如果地基软,承重后床身扭曲,工作台平面度就是空中楼阁。这里有个技巧:打表时移动工作台,不能只看一个位置,要全行程。 记录多点,画出误差曲线。有时候,导轨磨损导致移动时出现波浪形误差——这种最难搞。
问:为什么我铣出来的平面总是中间凸起?
答:这多半是工作台平面度出了问题,或者主轴轴线与工作台不垂直。你可以先检查一下工作台表面,用桥板加千分表扫一遍。如果中间凸起,很可能是工作台导轨磨损导致中凹,长期没维护。还有一种可能是工件装夹变形——压板太紧,把工件中间顶起来了。我遇到过,松开一点压板,平面度立刻改善。所以别一味怀疑机床,装夹也很关键。💡
主轴跳动,那个让人头疼的微米级游戏
主轴是铣床的心脏。它的径向跳动、轴向窜动,直接影响铣刀寿命和表面质量。很多人用杠杆表打主轴锥孔,觉得0.003mm以内就OK。但那是静态的!💢 真正危险的是动态跳动——切削时,轴承游隙、主轴弯曲,会让跳动放大好几倍。
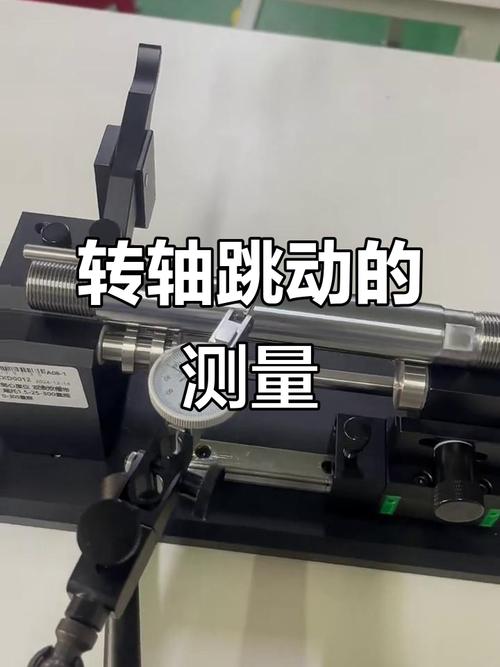
我调试过一台立铣床,静态跳动0.002mm,一装上盘铣刀,径向跳动能到0.02mm!最后发现是主轴拉刀机构有问题,刀柄没拉紧,切削力下微动。换了套拉爪,立马改善。所以不要只相信冷态打表,要试切验证。 切个圆环,量圆度,比打表更真实。✅
另外,主轴轴承润滑往往被忽视。有些高速铣床用油脂润滑,时间长了油脂变质,轴承磨损,跳动就大了。定期更换润滑脂,比事后修主轴省钱多了。
润滑不良?——铣床的无声杀手
你听过铣床导轨发出“吱吱”声吗?那就是缺油的前兆。导轨面如果没有油膜,金属直接摩擦,磨损速度惊人。很多人只知道往油杯里加油,却不知道要检查油路是否通畅。我碰到过一台导轨拉伤的铣床,拆开一看,油管被铁屑堵了一半,远端导轨根本没油,都锈了!💔
自动润滑系统也得定期检查。那个小小的分油器,容易堵塞。如果发现某个注油点不出油,可能就是它坏了。线路也要查,有时候是线路被老鼠咬断…别笑,真事儿。
问:日常保养最容易被忽视的是什么?
答:绝对是导轨和丝杠的清洁与润滑。很多人下班用气枪吹铁屑,这很危险——会把细屑吹进护罩内部,甚至吹到导轨面上,划伤表面。应该用毛刷清理,再用抹布擦拭。然后,手动打油,让导轨运动几下,确保油膜均匀。丝杠护罩也要定期打开检查,里面容易积满油泥,影响精度。另外,别忘了电柜的滤网,散热不良会导致系统不稳定,莫名其妙报警。这些小细节,往往决定了一台铣床的寿命。💡
说了这么多,其实就一句话:铣床是“吃软不吃硬”的精密设备,你对它细心,它给你精度。别等到撞机了、精度丢了,才后悔没早点注意这些。❗
调试铣床是工匠活儿,靠的是经验、耐心和手感。现在很多年轻人依赖数显、激光干涉仪,没错,效率高。但有些细微的振动、声音,仪器反映不出来,只能靠人去感受。我至今保留一个习惯:每次调完机床,用手掌贴在主轴箱上,感受运转时的震颤——如果脉动均匀,那才放心。你说这是玄学?或许吧,但这份“玄学”帮我避免过好几次轴承烧毁。😉
好了,今天先聊到这儿。回头有机会,再讲讲卧式铣床的回转台调试,那又是另一番折腾。