不对。是400兆帕的愤怒。老实说,搞了十几年机械,能让我当场起鸡皮疙瘩的技术不多。这个算一个。
它凭什么能切?——高压、磨料与“侵蚀”的艺术
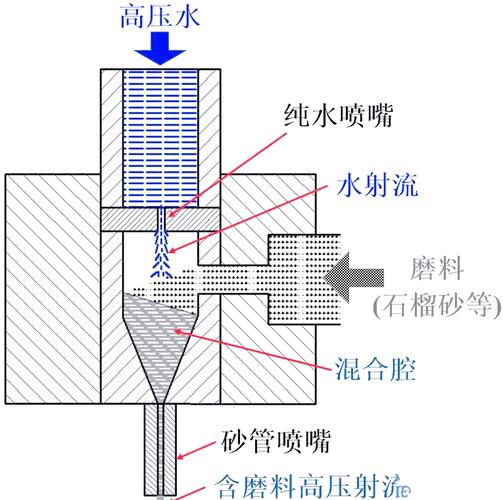
很多人以为水刀就是高压水枪。错了。当然,纯水刀确实存在,切橡胶、泡沫那种软东西。但我们车间用的,99%是加砂水刀。原理简单得让你意外:超高压泵把水加压到300-600MPa(想象一下,你家水龙头压力大概0.3MPa),通过一个蓝宝石或钻石喷嘴,射出一道速度接近三倍音速的水箭。在混合腔里,这道水箭产生负压,把石榴石磨料吸进来,然后裹挟着它们从砂管喷出。
实际上,切割根本不算“切”——是高速磨料粒子以每秒几百米的速度,一层层把材料“啃”掉。纯物理侵蚀。冷态。没有热变形,没有硬化层,没有微观裂纹。所以钛、铜、铝、不锈钢、复合材料,甚至玻璃、石材、陶瓷,照单全收。我曾经切过70mm的因瓦合金,那个东西热膨胀系数极低,但用传统方法极易变形,水刀上去,切完轮廓误差0.1mm以内。爽。
不过别高兴太早。切割速度是真的慢。切厚板时,那种“嘶嘶”声能持续好几个小时,效率跟激光没法比。但有得必有失,对吧?
那些惊艳我的奇葩应用——远不止金属加工

更夸张的是,在军工领域,水刀用来切割未爆弹药——冷切割,不会引燃炸药。拆弹部队的终极工具。还有石头上的浮雕,玻璃上的镂空图案,精密到能让激光汗颜。去年我帮一个旧船修复项目,用水刀剥离船底厚厚的环氧涂层,不伤底板,那才叫真正的“以柔克刚”。
坦白几个容易被忽悠的点
厂商宣传都喜欢说水刀“万能”,但实操中坑可不少。第一,切厚钢板,锥度控制是个玄学。喷射距离远了,砂管晃一点,切出来的面就带斜度。精度要求高时,必须上动态刀头补偿,那玩意儿调试起来想骂人。第二,磨料成本。石榴砂不贵,但量大,切一天板材,磨料费可能上千。要是忘了回收系统,那真是满车间“沙漠风暴”。第三,喷嘴、砂管的寿命——纯消耗品,蓝宝石喷嘴大概几十小时,砂管也就一百多小时,换一次心疼一次。
所以吧,别被销售洗脑。水刀不是印钞机,是精密刽子手,得伺候着。
问:水刀切割的切口质量到底怎么样?能和线切割比吗?
答:看跟谁比,也看你怎么调。从精度等级说,水刀常规切割能到±0.1mm,精细模式可能到±0.05mm——比火焰切割、等离子好得多,但比慢走丝线切割还是差一个档次。线切割能稳定做到±0.005mm。不过水刀的优势在于无热影响,表面粗糙度Ra能做到3.2-6.3μm,甚至更好。如果后续要焊接或粘接,水刀切完的面完全可直接用,不需要打磨。但如果要极高的尺寸精度,还是得二次加工。这几年流行的动态水刀,刀头能实时倾斜补偿,切面垂直度提升一大截,但价格嘛……你懂的。
问:水刀和激光切割,什么时候选水刀?
答:这个问题我每周都在解释。简单粗暴版:如果材料对热敏感,或者太厚,或者反光,水刀几乎唯一解。激光切铝、铜等高反材料,损坏光学元件的风险大;切钛合金,热影响区可能让材料脆化。水刀通吃。厚度方面,激光一般到25mm就吃力了,水刀可以切到200mm甚至更厚。而且,水刀能切复合材料、层压板、玻璃、石材这些激光搞不定的东西。但如果你切的是8mm以下的碳钢板,要求飞一样的速度,那闭眼选激光——成本低、效率高。✅

那些参数,真不是玄学

还有水质——别笑,泵的寿命全靠它。硬水结垢,超高压密封件分分钟报废。我们车间专门上了软化水系统,这是真金白银买回来的教训。
水刀切割发展到今天,已经出现五轴甚至六轴联动,能切出斜面、坡口,直接为焊接做准备。机器人+水刀的集成单元,在汽车内饰件切割上应用越来越多。我很看好它。虽然它噪音大(带耳塞!)、耗材贵,但那种“冷眼旁观”的切割哲学,在工业领域是一种近乎奢侈的存在。
最后说句心里话:入行时我被师傅带着学火焰切割,火花四溅,感觉很有“工业感”。但现在,我更着迷于水刀那声轻轻的长啸——暴力,但克制。也许这就是成熟吧。