精度,数控机床的命门
接触过上百台数控机床后,我得说个扎心的事实:大多数用户根本不知道自己的机床已经“钝”了。不是说它不能动,而是重复定位精度在悄悄漂移——像温水煮青蛙。上个月我在浙江一家模具厂,他们的五轴加工中心刚买两年,曲面轮廓度误差竟然到0.03毫米了。老板还以为是刀具问题。换了七八种刀片,没用!其实——床身的热变形和丝杠反向间隙才是真凶。唉。
说实话,现在很多厂子买机床只看品牌和参数,什么主轴转速20000rpm,快速进给60m/min,够唬人。但真正的精度保持性呢?没人提。就像买车只看0-100加速,不管底盘耐久。对吧?
我常说,数控机床的精度是“存”在结构里的。导轨的安装螺栓扭矩差几牛顿,三个月后定位误差就能多出2微米。你信不信?反正我亲眼见过。
哪些因素在啃食你的精度?
问:我们有一台数控车床,每天开机头两个小时加工尺寸总是不稳定,后续慢慢变好,这是怎么回事?
答:典型的温升过程。主轴和丝杠在冷态下预紧力没建立起来,润滑也不充分。特别是采用脂润滑的角接触球轴承,低温时滚动体阻力大,导致热平衡时间拉长。建议开机后执行厂家提供的暖机程序,空跑15-20分钟,让关键部件达到热稳定。另外,检查一下液压平衡系统的油温,温差过大也会影响坐标轴的定位。
问:我们加工铝合金轮毂,使用电主轴,最近发现加工表面有规律性的振纹,频率和主轴转速相关,但换了新刀片也没消失,可能是什么原因?
答:大概率是主轴动平衡被破坏。检查一下主轴拉刀机构是否磨损,或者刀柄与主轴的锥面接触是否均匀——用蓝丹检测,接触面积应不低于80%。还有,电主轴的冷却液温度如果忽高忽低,也会引起转子热弯曲,导致周期性的颤振。别小看这些细节!有一次我带红外热像仪给一台机床做“体检”,发现主轴冷却机出口温差居然有4℃,客户自己都吓了一跳——他们厂的冷却水循环系统有空气混入。
光栅尺与编码器:闭环控制的谎言
全闭环数控机床是不是精度就高枕无忧了?天真!我遇到过一家做航空结构件的企业,斥资600万买了进口五轴机床,配海德汉光栅尺,结果加工出来的零件同轴度超差。问题最终查出来——光栅尺的读数头被切削液污染,读数罩里有水雾。全闭环只会忠实地把测量误差反馈给系统,然后系统根据错误的数据去“纠正”,反而越纠越偏。这就叫伪闭环。气死人了。
闭环控制要有效,前提是整个测量链路干净。光栅尺安装面还要保证0.01/1000的平面度,否则尺身扭曲也会引入周期性误差。可惜很多搞维修的不懂这个。

那么直线电机驱动是不是更可靠?理论上是,零传动嘛。但直线电机的发热量直接贴附在工作台下,如果不做好冷却和热隔离,精度崩起来比丝杠还快。我还见过强磁工作台吸附铁屑,把直线电机次级磁钢给磨坏的……说到这,又得吐槽国产机床的防护设计,密封条圈用几个月就老化,小铁屑钻进去,唉。
选型忠告:别被参数表绑架
我经常被问,买加工中心看什么?看定位精度±0.005mm?看重复定位精度±0.003mm?别天真了,那是日本工厂恒温车间里用激光干涉仪打出来的数据,而且往往是一台样机的峰值表现。批量供货的一致性呢?温度敏感性呢?补偿表里的大气压力变化能自动修正吗?很少人会考虑。
更实际的做法:要求制造商提供实际加工零件的CPK值,连续加工50个零件测出来的那种!或者去他客户现场蹲两天,看看长期生产的数据。我去年帮一个刀具厂选床子,最后锁定一家台湾品牌,就因为他们的球杆仪检测报告里,圆度偏差实测只有1.8μm,而且三台同型号的数值非常接近。这才是诚意。
问:我们厂准备上自动化线,需要买5台数控车床,但预算有限,选国产还是进口?有什么底线?
答:如果是连续生产,一致性比单一精度重要。国产的性价比高,但务必重点考察——铸件应力释放工艺。很多国产床身铸铁件时效处理不够,三五年后还在微变形。你可以要求供应商提供残余应力检测报告,最好在50MPa以下。另外,刀塔的选型很关键,不要用固定式刀塔,液压或伺服刀塔的定位精度和刚度好很多。进口品牌如果买的是低配版,配置可能还不如国产精装版。底线:不管国产进口,要求做整机螺距误差补偿,并且把补偿数据写进档案给你。
当传感器开口说话:预测性维护
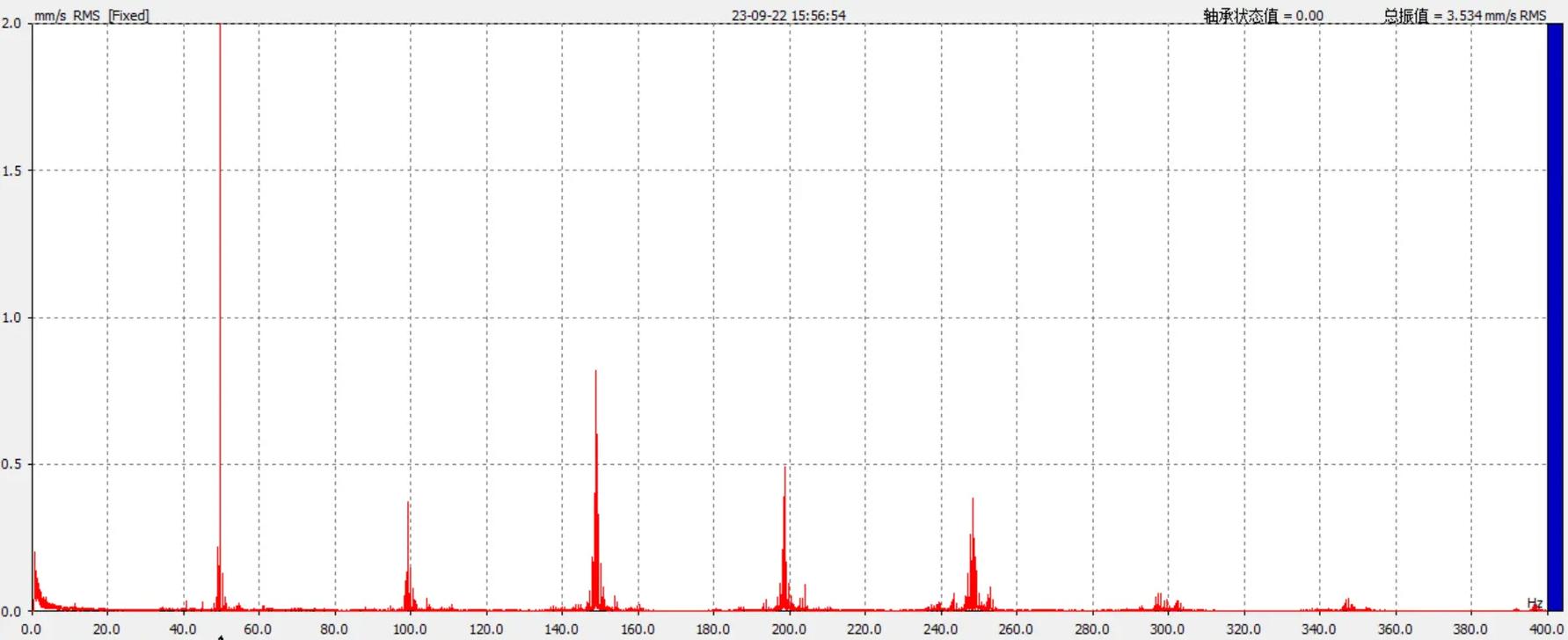
现在新机床都号称工业4.0 ready,带振动传感器、温度传感器,甚至主轴功率监测。但我告诉你,80%的用户把这些数据当摆设!最多看看报警灯。今年初我去一个汽车零部件厂,他们的数控外圆磨床装了加速度传感器,连续三个月数据存在服务器里睡大觉——直到砂轮主轴真的抱死,停机三天。事后我调出数据看,早在故障前两周,主轴振动分量在1200Hz附近就有异常峰值,是轴承外环磨损的典型特征。唉,有数据不用,等于没有。❗
所以,买带IoT功能的设备,务必要求厂商开放数据接口,并且——自己组建简单的监控模型。可以用Python抓取OPC UA数据流,做傅里叶变换和趋势分析。别怕编程,现在有Pandas库,写几十行代码就能设置阈值报警。这样你才能真正意义上把“状态修”变成现实。我培训过一家民营企业,老板是退伍军人,愣是学会了看频谱图,现在他比我还能分辨轴承缺陷频率……真事儿。💡
说了这么多,核心就一句:数控机床是活的系统。它需要感知、需要维护、需要理解。不要把它当傻瓜机用。精度不是参数表上的数字,是加工车间里每一微米的斗争。说多了都是泪。干了二十年这行,我依然会为某个工程师在设备档案里夹一片检测报告而感动——因为那代表对精度的敬畏。就这样吧,下次再聊。