干这行快二十年了。每次走进备件仓库,看着那些落满灰的箱子,心里就一阵发紧——有些玩意儿三年没动过,当初可是花了天价买的。真到急用的时候,翻遍货架都找不到,或者锈得根本没法用。这不就是烧钱吗?

但设备停机更烧钱。一台关键机床趴窝,全生产线等着,老板的眼神能杀人。所以备件管理的尺度,简直就是走钢丝。说实话,我早年也爆过雷:因为舍不得备一个很偏门的控制器,结果连夜空运,运费比备件本身还贵!
库存魔咒:多备是罪,少备是祸
很多企业都在被这个问题折磨。你去库房瞅一眼,慢周转的工业备件能占到总库存价值的 60% 以上——却只满足不到 10% 的需求。这就是典型的“二八逆反”。而真正要命的快速周转件?经常缺货。库存部门总是怕担责任,宁滥勿缺,结果就是一堆死库存。可一旦想压库存,设备故障马上就给你颜色看。❗荒唐的是,有些备件从买来就没拆过封,最后因为设备都淘汰了,直接当废铁卖。心痛。
我的经验是:必须基于设备的关键性分级管理。不是所有备件都配得上“常备”二字。把设备梳理出来,用 FMEA 思路评估——哪些停机会导致安全事故、环保处罚、或者巨额利润损失?那些核心设备上的非标件、长周期采购件,哪怕再贵,也要咬牙备上。至于那些标准件、短周期采购件,供应商的响应速度若能保证,完全可以零库存。💡要用数据说话,不能拍脑袋。我们后来上了 CMMS 系统,分析 MTBF 和 MTTR,库存结构才慢慢改观。
当然,数据清洁是前提。否则垃圾进垃圾出。
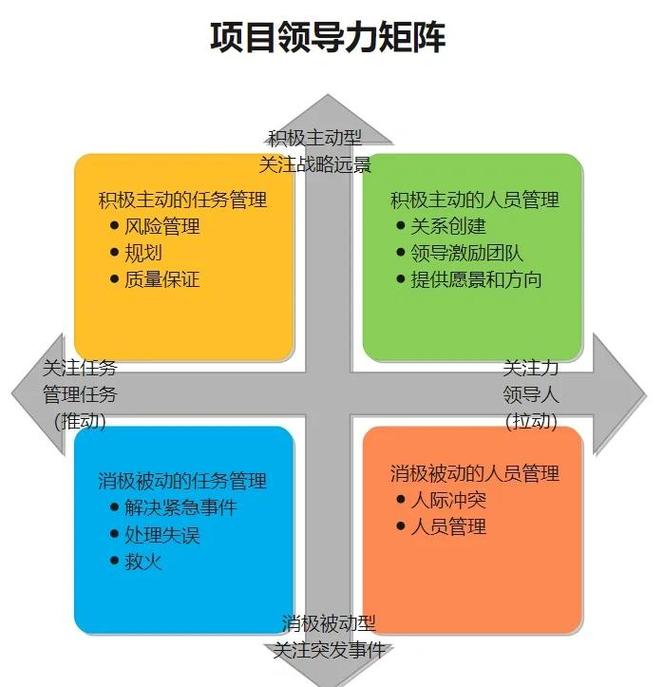
关键备件识别——钱该花在刀刃上
识别关键备件,有一套土办法,比那些咨询公司的复杂模型好用。把备件按两个维度评分:停机影响程度、采购难易度。然后画个矩阵,右上角的就是你的命门。有一次,我们一台 20 年的老数控磨床主轴坏了,全球只剩德国有一根库存,价格是当初设备的三分之一!买不买?不买,整条线停半年;买,就是割肉。最终咬牙买了,然后立马立项更新设备。这就是教训。
而且,备件技术资料必须跟上。很多工厂不注意这个,图纸缺失、参数不明,导致买来的备件不能用。我就遇到过:一个液压阀,安装尺寸都一样,但内部节流孔不同,装上后设备动作慢得像乌龟,查了两天才发现。所以,关键备件必须留样、拍照、记录牌号,甚至做材质分析。别太信供货商,他们有时也糊涂。
供应商的那些坑,以及怎么绕过去

工业备件采购,原厂太贵,替代品怕不可靠,翻新件水太深。✅我的原则是:核心控制元件、安全件,坚决原厂,哪怕贵,这是买保险。机械易损件,可以找有资质的替代供应商,但要做寿命测试。至于电机、泵这些通用件,选好品牌规格,完全可以比价。不过话说回来,品牌之间真有差异——某次贪便宜换了个国产品牌的油封,结果三个月漏油,算上人工和停产损失,比用进口件贵五倍。惨痛。
还有一个坑:原厂停产停供。设备还没退役,备件买不到了。逼着你去搞“逆向工程”。这需要找靠谱的机加车间,但质量风险自己承担。我们曾测绘过一个特殊齿轮,材质、热处理是关键,稍微差池就断齿。最后找了一家有军工背景的厂才搞定。所以,对长周期设备,要提前储备战略备件,或者签订三方供应协议。
💡还得留意“假货”。市场上假冒工业备件很猖獗,尤其是轴承、电器元件。包装能以假乱真。必须建立正规渠道,防伪验证,否则就是埋定时炸弹。
问:备件库存周转率多高才合理?
答:没有标准答案。看行业和设备属性。流程行业要求高,可能一年周转 3-4 次;离散制造业,比如我们有大量非标专机,1 次都难。更应关注“呆滞库存占比”,超过 40% 就要彻查。关键是要有“备件寿命周期成本”概念,而不是只看单价。
问:上了 ERP 系统,为什么备件管理还是一团糟?
答:系统只是工具,别指望它解决管理问题。如果物料编码混乱、BOM 不准、出入库靠手工记账,上再多系统也白搭。必须先梳理流程,统一编码规则,比如我们规定“设备号-部位-零件序号”,然后强制扫码出入库。另外,备件的“替代关系”和“重要属性”要录入,比如材质、精度等级,不然采购回来不对版。整顿数据是苦活,但绕不过。
最后说几句掏心窝的话:工业备件管理,本质上是对风险与成本的权衡。没有完美的方案,只有不断优化的过程。别等到半夜抢修时,才想起库管老师傅的抽屉里藏着的那颗螺丝。那个抽屉,凝聚的是几十年的教训。
而数字化只是放大镜,把问题看得更清楚,但下手解决的,还是靠人的经验与担当。