2026-06-25 19:40:34 作者:网编
分类:文章
去年厂里买的那台工业CT,现在想起来还肉疼——两百多万,领导签字时手都在抖。但真用起来,我只能说:值了。那种把你零件内部结构看得一清二楚的感觉,简直上瘾。
第一次看到内部缺陷,我整个人傻掉
那是一个铸铝件,表面光滑得像婴儿屁股。质检员拍胸脯保证没问题。我随手丢进CT,扫完一看——天,内部缩松像蜂窝一样。当场所有人脸都绿了。
工业CT这东西,说白了就是给零件做断层扫描。跟医院CT一个原理,不过能量高得多。X射线穿过工件,探测器接收衰减信号,计算机重建出三维立体图像。能看清每一个气孔、裂纹、夹杂。精度?最高能到微米级。你想想,头发丝的十分之一。
 工业CT检测铸件内部缺陷蜂窝状缩松三维图像
但别以为所有CT都这么牛。市面上机器千差万别。有些国产低端货,扫出来图像糊得像打码。我们试过三家,最后咬牙上了德国货。这里有个坑:销售吹得天花乱坠,什么双能成像、自动缺陷识别,一定要带实际工件去测试。对,一定要!我们当时带了个带已知缺陷的标准块,有一家根本扫不出来……
工业CT检测铸件内部缺陷蜂窝状缩松三维图像
但别以为所有CT都这么牛。市面上机器千差万别。有些国产低端货,扫出来图像糊得像打码。我们试过三家,最后咬牙上了德国货。这里有个坑:销售吹得天花乱坠,什么双能成像、自动缺陷识别,一定要带实际工件去测试。对,一定要!我们当时带了个带已知缺陷的标准块,有一家根本扫不出来……
选型那些破事儿
问:工业CT的空间分辨率和密度分辨率怎么取舍?
答:这得看你检测什么。如果是微小裂纹,空间分辨率优先,得看到几个微米的那种。如果是复合材料,密度分辨率更重要,要能区分纤维和树脂。鱼和熊掌,银子说了算。高分辨率通常意味着更小视场、更长扫描时间。我们有一台微焦点CT,扫一根手指大的工件要半小时,急死个人。但图像清晰得让人感动。
问:工业CT到底能不能在线全检?
答:别做梦了。至少目前不能。扫描一个工件几分钟到几十分钟,重建数据又得一阵,哪有流水线等你?除非你检查的是极小的电子件,而且不在乎速度。一般都是抽检或研发用。我们厂是每批次首件必扫,过程抽检。全检?你钱多烧得慌。
其实很多厂买CT是冲着脸面。客户考察时,把人家往CT室一带,屏幕上一转——看,我们质量多可靠!逼格瞬间拉满。说实话这招特好使。不过后来我们研发部真靠它解决了大问题。一个涡轮叶片的内通道成型老是堵,传统剖切检查累死人还破坏件。用CT一扫描,三维重建后,内流道一目了然,模具修改方向立马清晰。省了不知多少试错成本。
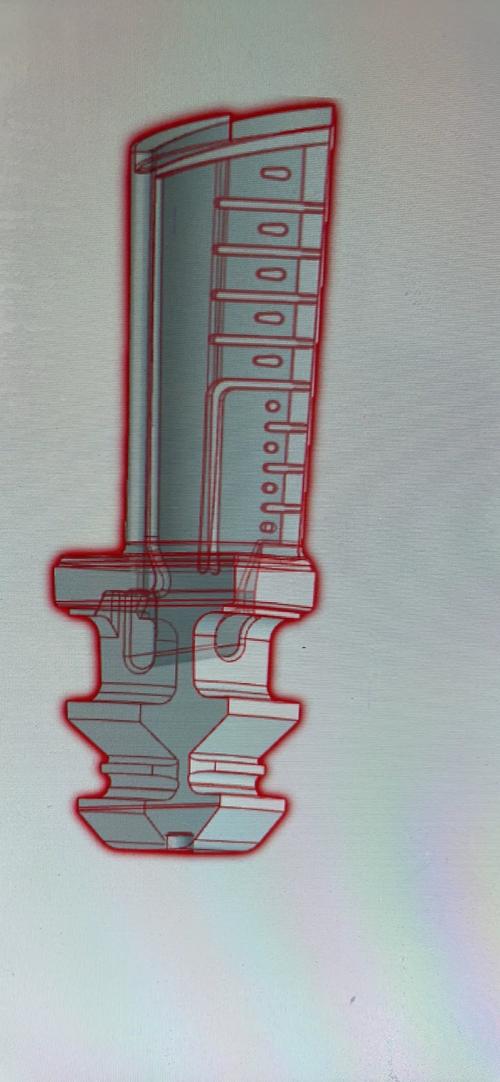 工业CT三维重建涡轮叶片内部冷却通道图像
工业CT三维重建涡轮叶片内部冷却通道图像
千万别掉进这些坑
 千万别掉进这些坑
买了设备不是终点。你以为会扫描就完了?图像处理和缺陷分析才是大坑。我们招了个专门的研究生做这个,培训了三个月才上手。软件操作复杂得反人类,各种阈值分割、滤波算法,调得想骂娘。还有辐射安全,必须建屏蔽房,定期检测。千万别偷懒。听说有家小厂直接放车间角落,工人天天在旁边干活,后来被人举报,罚到破产。
再说说工业CT的维护。X射线管是耗材,寿命一到几十万就没了,像换灯泡一样——啊不,比灯泡贵一万倍。我们那台管子用了两年多,衰减严重,扫描质量下降,不得不换。心疼得我三个月没敢请供应商吃饭。
最后聊点玄学的。有些缺陷,明明肉眼看到CT图像上有个阴影,可破坏试验怎么都找不到。工程师管这叫“幻影缺陷”。多半是重建伪影。得靠经验丰富的判图员判断。我们最牛的老师傅,干了十五年终检,看一眼就能说个八九不离十。现在年轻人不愿意干这行,后继无人啊。
所以工业CT这东西,是好,但别神化它。它是一个工具,锋利程度取决于用的人。买了不用,或者不会用,就是一堆铁。用好了,它就是你的第三只眼——穿透一切,洞察秋毫。
千万别掉进这些坑
买了设备不是终点。你以为会扫描就完了?图像处理和缺陷分析才是大坑。我们招了个专门的研究生做这个,培训了三个月才上手。软件操作复杂得反人类,各种阈值分割、滤波算法,调得想骂娘。还有辐射安全,必须建屏蔽房,定期检测。千万别偷懒。听说有家小厂直接放车间角落,工人天天在旁边干活,后来被人举报,罚到破产。
再说说工业CT的维护。X射线管是耗材,寿命一到几十万就没了,像换灯泡一样——啊不,比灯泡贵一万倍。我们那台管子用了两年多,衰减严重,扫描质量下降,不得不换。心疼得我三个月没敢请供应商吃饭。
最后聊点玄学的。有些缺陷,明明肉眼看到CT图像上有个阴影,可破坏试验怎么都找不到。工程师管这叫“幻影缺陷”。多半是重建伪影。得靠经验丰富的判图员判断。我们最牛的老师傅,干了十五年终检,看一眼就能说个八九不离十。现在年轻人不愿意干这行,后继无人啊。
所以工业CT这东西,是好,但别神化它。它是一个工具,锋利程度取决于用的人。买了不用,或者不会用,就是一堆铁。用好了,它就是你的第三只眼——穿透一切,洞察秋毫。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工业CT到底有多神?一个机械佬的实战感受
文章链接:https://www.zystgy.cn/a/53916