精度?先过了环境这一关再说
我干过最蠢的一件事,是在车间角落里直接开扫,结果数据飘得像心电图。后来学乖了:震动、温度、甚至光线角度都能让精度崩掉。有一次扫个变速箱壳体,明明标称精度5微米,扫出来却差了0.03毫米,查了两天才发现是隔壁冲压机的低频震动在捣鬼。 环境控制这东西,书本上从来不会认真教。你加了减震台,室温得稳在20±1℃,湿度还得控住。尤其粉末烧结的零件,表面反光特性诡异,我试过喷显像剂,结果洗不干净差点报废——后来才知道有所谓的“消光粉”,特定波长下哑光,一擦就掉。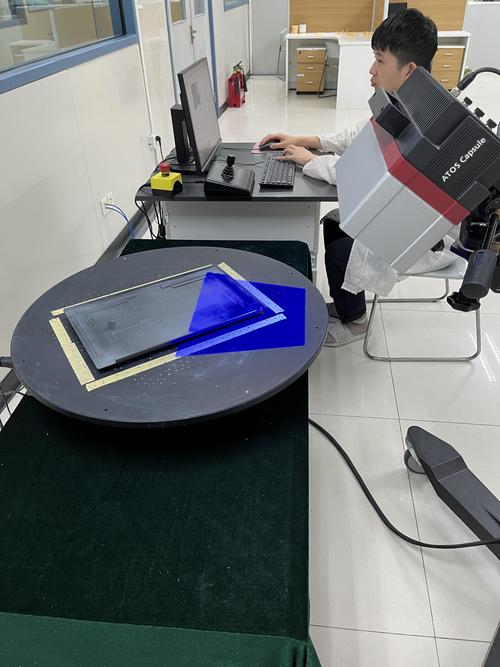
软件算法,才是真正的战场

从逆向工程到增材制造,中间隔着多少坑
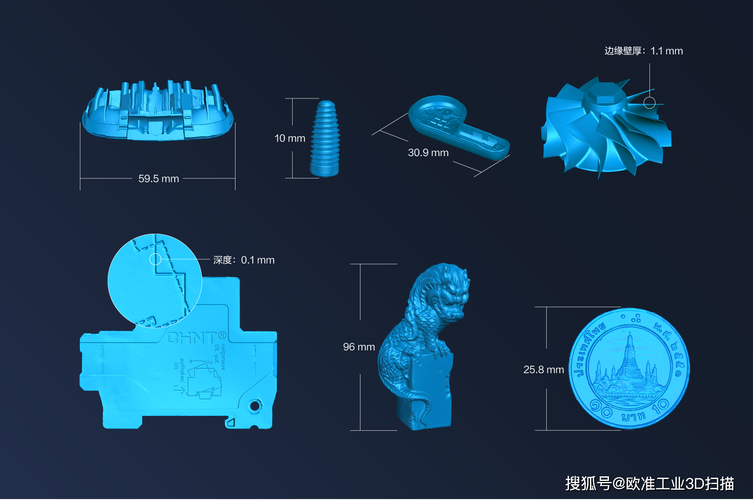
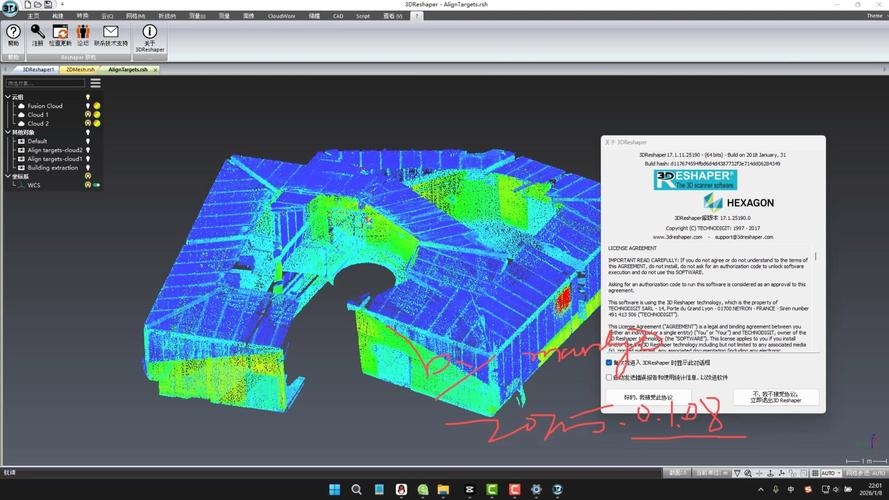
很多人以为3D扫描→修模→3D打印是条直路,实则弯弯绕绕。扫出来的网格,直接打印?想得美!必须转为实体,且壁厚、悬垂结构都得重新优化。我经历过一个惨案:扫了个古董零件做复制,STL直接切层打印,结果发现内部有隐藏砂眼,模具打出来全废了。 所以现在流程是:扫描→点云→多边形→NURBS曲面→实体建模→仿真→打印。每一步都可能掉精度。而且扫描数据常带有表面纹理,转CAD时你以为的平滑,放大一看全是微坑,所以逆向建模是个手艺活,老师傅和新手的区别就在这里。 问:扫描数据怎么才能更好地对接CNC加工? 答:别直接导STL!最好重建出参数化模型。如果只是雕刻,那用ArtCAM这类软件直接处理网格,但要是五轴加工,得老老实实做成曲面或实体,还得考虑过切。我一般是Geomagic Design X建好模,导出STEP,再用Mastercam编程。 ❗提醒一下:扫描的分辨率不一定是越高越好。超高分辨率扫出来的点云文件巨大,电脑带不动,处理时间剧增。根据最终用途选:做逆向,0.05mm够了;做3D打印,0.1mm都富余;做艺术品复制,可能需要0.01mm,但这时候你要掂量一下硬盘和内存。 回头看看,3D扫描这行当,就像个粗活里的精细鬼。你以为买的是设备,其实买的是经验集。每扫一个零件,都像跟材料、光线、算法斗智斗勇。但当你终于扫出完美数据,看着零件在屏幕里旋转,那一刻——挺值的。 下次如果有人跟你说,3D扫描很简单,按一下按钮就行,你就跟他聊聊振动和反光的故事吧。