2026-06-25 11:50:33 作者:网编
分类:文章
记得刚入行那会儿,跟着师傅去调试一条新装配线。图纸上画得那叫一个漂亮,直线流动,工作站间距合理。结果呢?物料配送路径被一根立柱挡得死死的,叉车转个弯得倒三次。车间主任当场就骂娘了。说实话,工艺流程设计这东西,画图软件里拖拖拽拽容易,一到现场就原形毕露。
💥 一次惨痛的产线停摆教训
那次我们给一家汽配厂做后桥装配线。方案评审时,所有人都盯着节拍、工位数、自动化率。没人注意到一个细节:拧紧枪的线缆长度。结果设备进场,工位三的操作者得侧身够着用,一天下来腰肌劳损,离职率飙升。后来我们重新调整了工位布局,把气路和电气管路从上方走——就这个改动,花了两个礼拜,停线损失上百万。
所以啊,千万别忽视现场的人机工程。图纸上的毫米,是工人每天成百上千次的弯腰抬手。你设计得顺手,人家干活舒服;你差个几厘米,就是工伤隐患。
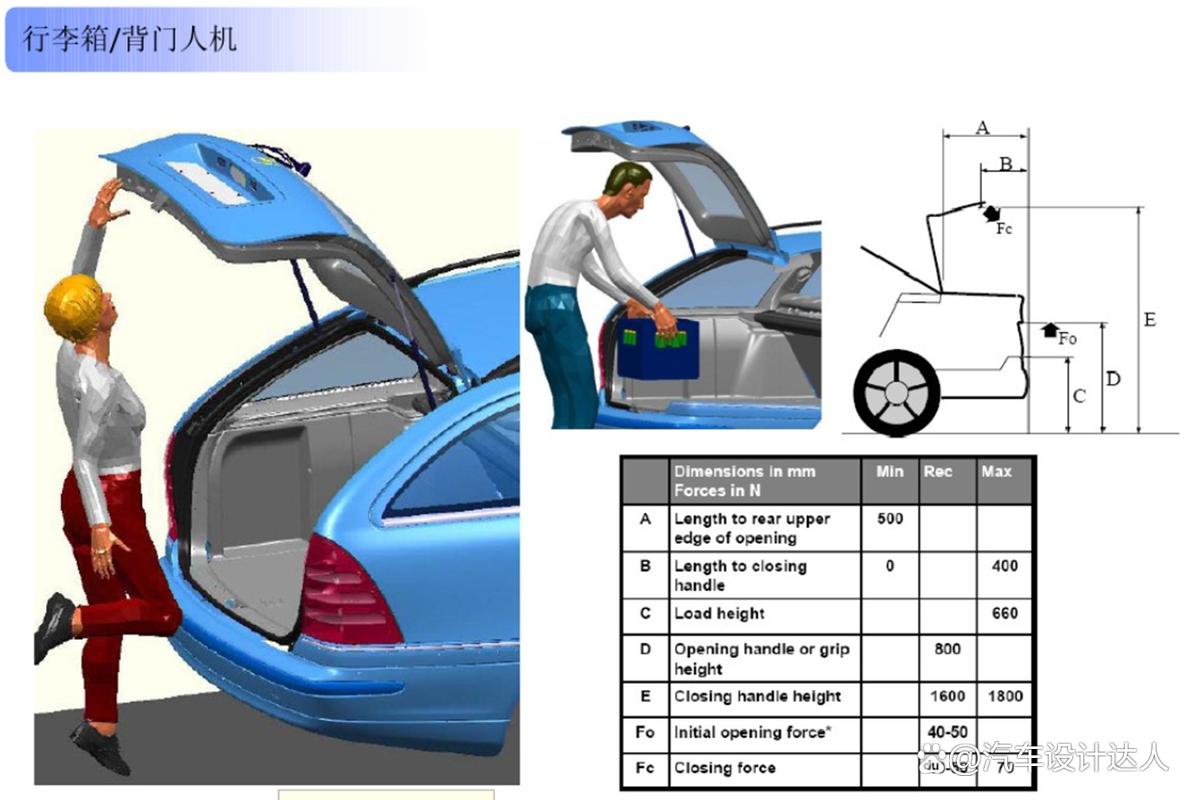 汽车装配线人机工程布局实例
还有一次更离谱。做电子组装线,规划了高大上的自动化物料架,结果料盒深度没考虑到手指拿取空间。操作员得用镊子夹,一个料盒掉下来砸伤了大拇指。安全经理差点没把我生吞了。这些都是书本上不写的坑。
汽车装配线人机工程布局实例
还有一次更离谱。做电子组装线,规划了高大上的自动化物料架,结果料盒深度没考虑到手指拿取空间。操作员得用镊子夹,一个料盒掉下来砸伤了大拇指。安全经理差点没把我生吞了。这些都是书本上不写的坑。
🤔 工艺流程设计到底在设计什么?
不少人以为,工艺流程设计就是画个流程图,排排工作站。错。它本质是对物料流、信息流、价值流的时空耦合优化。说人话就是:物怎么走,数据怎么传,人怎么动,在哪个时间节点发生,都得盘清楚。
问:新工厂规划时,工艺流程设计应该从哪一步入手?
答:我的习惯是先拉上工艺、设备、IE、甚至一线班组长,做产品-工艺矩阵分析。把每个零件的加工/装配顺序,和所需资源列出来,用节拍时间倒推工位数量。然后才是画布局。千万不要一上来就打开CAD画图——那是本末倒置。记住,先有流程,后有布局。
信息流常常被忽略。我曾经遇到一个案例:装配线节拍很平衡,但总是缺料。追踪下来发现,线边的Andon呼叫系统没有和仓库WMS联动,补货靠工人跑腿喊。后来我们做了个简单的电子看板,问题就解决了。可见,工艺流畅的前提是信息无断点。
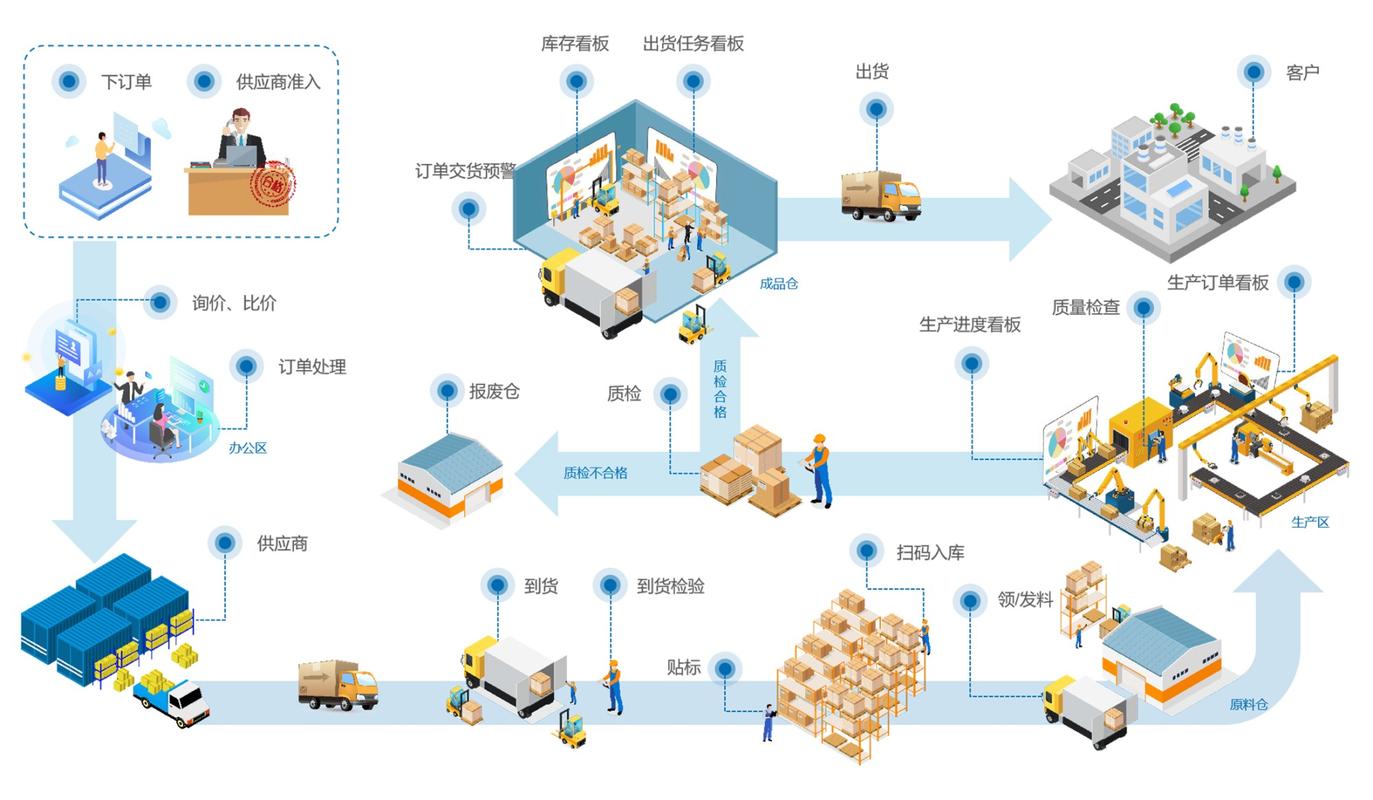 电子看板与物料配送系统示意图
问:老产线改造,怎样避免影响现有生产?
答:分步切换,搞“体外循环”。我们在一条发动机缸盖线改造时,先在外面搭了个临时工作站,把新工艺跑通,然后利用周末或夜班,一段一段地嵌入老线。计划表精确到分钟。即便如此,还是出了一次乱子——夹具接口没考虑到新旧兼容,导致定位销断裂。所以,兼容性验证一定要做实物匹配,不能只靠3D模型。
电子看板与物料配送系统示意图
问:老产线改造,怎样避免影响现有生产?
答:分步切换,搞“体外循环”。我们在一条发动机缸盖线改造时,先在外面搭了个临时工作站,把新工艺跑通,然后利用周末或夜班,一段一段地嵌入老线。计划表精确到分钟。即便如此,还是出了一次乱子——夹具接口没考虑到新旧兼容,导致定位销断裂。所以,兼容性验证一定要做实物匹配,不能只靠3D模型。
📈 优化,而不是推翻重来
大部分工厂不可能推倒重来。我们做的最多的是精益改善:消除浪费、缩短换型、降低在制品。我特别推崇价值流图分析。拿着秒表去现场掐时间,把增值和非增值活动区分开。很多时候你会发现,设备利用率很高,但产品流动率极低——这都是工艺流程设计的病根。
举个例子,有家注塑厂,模具更换时间长达45分钟。我们通过快速换模 技术,把内部作业转为外部作业,设计标准化定位夹具,硬是压到了9分钟。靠的不是什么黑科技,就是流程优化。
我还记得有一次特别逗。一家食品包装线,老是出现“幽灵停机”。查遍了PLC程序、传感器都没事。最后发现,是操作工因为计件工资,故意在换卷时磨蹭——因为工艺设计里没考虑换卷的工时补偿。你看,人的因素,往往比机器更难对付。
所以我现在做工艺流程设计,一定拉着HR和财务一起。把激励政策 和人因工程揉进方案里。否则再完美的流程,执行者不配合,全是纸上谈兵。
 快速换模操作台与夹具标准化
说到底,工艺流程设计不是一锤子买卖。产线在变,产品在变,人也在变。保持现场敏锐度,多听操作工发牢骚——他们的抱怨,就是最好的改进点。好了,先聊这么多,改天再扯扯数字化工艺那些坑。
快速换模操作台与夹具标准化
说到底,工艺流程设计不是一锤子买卖。产线在变,产品在变,人也在变。保持现场敏锐度,多听操作工发牢骚——他们的抱怨,就是最好的改进点。好了,先聊这么多,改天再扯扯数字化工艺那些坑。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。如有侵权请联系删除。
文章名称:工艺流程设计:别再被“想当然”坑了,实战避坑指南
文章链接:https://www.zystgy.cn/a/53880