我一看,问题太典型了:把计量当成了事后把关,而不是过程里的眼睛。啧,工业计量这玩意儿,平时没人惦记,一出问题就是大篓子。
计量不是“检验”,是制造的一部分
工业计量总被混同于检验——零件做好了量一量,合格就放行。可你细想,加工中心的在线探针,自动化线上每一秒都在抓取数据的传感器,那不都是计量?有一次在德企车间,看到产线旁边的激光测径仪实时反馈给数控系统,刀补值自动修正。厂长说:“我们这不叫检测,叫闭环。” 我当时心里一震,对啊,这才是计量的本分。 可惜多数工厂还在纠结:三坐标的精度够不够?卡尺的期间核查做没做?——不是说这些不重要,而是只盯着这个,就忽略了计量数据该流向哪里。数据憋在量具和报告单上,跟生产脱节,那不叫工业计量,只是量度数罢了。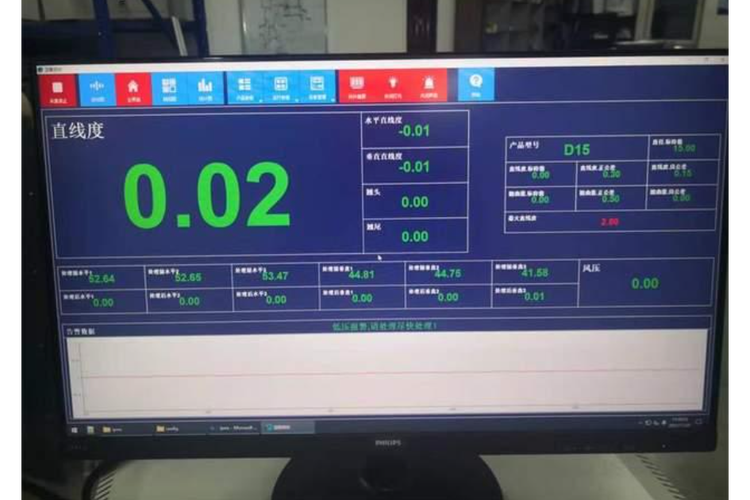
谁在坑你?那些关于计量的错觉
- 校准证书没看懂——只瞄一眼“合格”,不分析不确定度报告里隐藏的趋势偏移。
- 在线量具的比对周期过长——等发现偏离,可能已经产出一千件废品了。
- 人员手法的差异——同一个量块,张三李四能出两个结果,没做重复性培训。
答: 花在分析上,而不是买仪器上。我见过太多二手三坐标堆在角落吃灰,就因为当初没人会编程。不如先理清:哪几个工位是质量波动源?然后针对性配上简易的SPC数据采集,一把数显游标卡尺连到平板,也能玩出花来。真正值钱的不是硬件,是测量数据的解读能力。
数字化来了,计量人慌不慌?
这两年工业互联网和数字孪生概念大热,有人就问:传统计量是不是要淘汰?我差点笑出声——没计量,孪生模型喂什么?凭空猜吗?恰恰相反,数字化让计量的地位猛升。比如基于模型的定义(MBD),直接在三维数模上标注测量点,检验程序自动生成,这才是智能计量的正解。 不过话说回来,新技术落地那叫一个磕绊。上次遇到一个团队,搞视觉检测的,算法在实验室准确率99.9%,到车间直接崩到90%,因为装料方向变了那么一丁点,训练集里根本没见过。老工程师叼着烟悠悠说:“你们那个AI,不如我用手摸一下知道毛刺大小。” 这倒不是否定技术,而是提醒:现场经验与现代计量的融合,急不得。
答: 别非黑即白。叶轮加工这种高速曲面,必须在线测头间歇检测,因为拆下来再装夹,基准就丢了。但大批量简单零件,离线抽检配CPK分析反而经济。关键看过程能力指数——CPK稳定了,在线频率还能降。最怕领导一拍脑袋:全上在线!结果生产线为了等测量站节拍降了20%,得不偿失。 再说个让人憋火的事。很多工厂的计量室还保持着上世纪九十年代的格局:恒温20度,大理石平台,塞规卡尺整整齐齐——完全封闭孤岛。生产那边工装是不是磨损了?环境振动是不是超范围了?他们不关心,因为KPI只有“校准及时率”。这是典型的“计量合规化”,不是“计量价值化”。❗ 其实吧,工业计量最有魅力的地方,恰恰在于它横跨质量、工艺、设备这三座大山。一次跟老钳工聊天,他说:“我锉配的时候,锉刀往零件上一搭,就知道多少丝。” 这不是玄学,是人体计量系统。当然,现在得加上传感器和海量数据,但那种对“微小量”的敏感,真不该丢。 所以呢?工业计量不是什么高大上的秘密,它就是制造过程中的觉察力。你能觉察到微米级的位移、毫度的温差、微伏的信号漂移,并且把它翻译成决策,你就是高手。不然,再好的机床也是瞎子开快车——早晚出事。 最后啰嗦一句,下次有人把计量简单当成检测部的事,你可以反问他:血压计是你量完就扔掉,还是得看趋势提醒你该吃药?工厂也一样,计量是制造的血压计。别等爆血管那天才后悔。✅