精度分级:微米之间的战争
我们常说的“公差等级”,国标里就是IT分级,从IT01到IT18,数字越小越精密。但很多人不知道的是,IT6和IT7虽然只差一级,制造成本可能翻倍。因为IT6通常要上磨床了,IT7精车还能凑合。这里面水很深。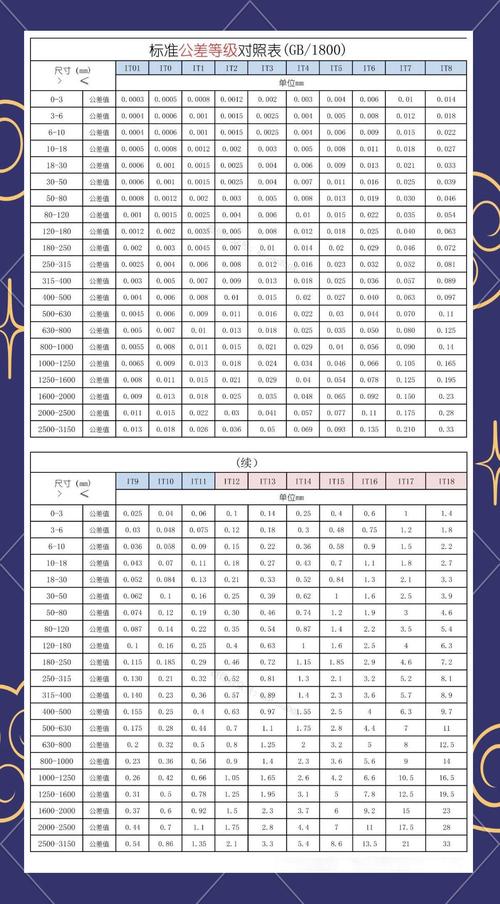
不只是公差,表面粗糙度也是分级重灾区
另一个经常被忽略的是表面粗糙度,也就是那个倒三角符号后面跟个数字的东西。Ra0.4、Ra1.6、Ra6.3……每小一级,加工工序可能就多一道,成本往上蹿一截。而且更坑的是,很多人以为粗糙度跟公差同步——错!你可以有很精密的尺寸但表面粗糙度很烂,也可以镜面一样光滑但尺寸公差很松。两个维度,独立分级。
QA环节:解决两个临床问题
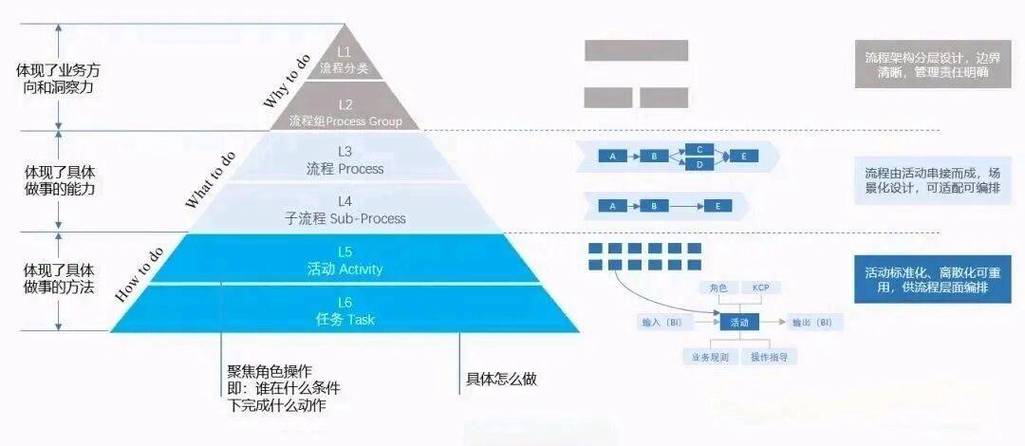
分级背后的制造逻辑